I detalj: gjør-det-selv en 01-motorreparasjon fra en ekte mester for nettstedet my.housecope.com.
FUNKSJONER FOR MONTERING OG DEMONTERING AV HOVED ENHETER OG MEKANISMER AV MOTORER A-01, A-01M og A-41
Ved montering av sylinderblokken og sveivmekanismen må følgende regler følges:
1. Ved montering av gummi O-ringer på sylinderforingen må de ikke vris i sporene. Gummiringene og det nedre sikkerhetsbeltet i sylinderblokken (0151 mm) må smøres med dieselolje, ellers kan gummiringene bli skadet ved montering av foringene i blokken. Innføringsfasingen på nedre landingsbelte i sylinderblokken må være flat, ren, uten hakk.
Ovaliteten til nye sylinderforinger med sylinderhodet fast bør ikke overstige 0,03-0,05 mm.
2. Før du monterer stempelet med koblingsstangen og tappen, bør stempelet varmes opp i et oljebad til en temperatur på 80–100 ° C. Det er forbudt å presse stempeltappen inn i stempelet i kald tilstand.
Vevstangen med stempel skal monteres slik at brennkammeret forskyves mot den lange vevstangsbolten. Ved montering av et stempel med en koblingsstang i sylinderblokken, må kammeret i stempelet forskyves fra sylindernes akse i motsatt retning av kamakselen.
3. Kompresjonsringer må monteres på stempelet med skrå oppover, det bør tas i betraktning at den øvre ringen er forkrommet, og resten er ikke-krom.
Store deformasjoner av ringene må ikke tillates når de er installert i stempelsporene, derfor anbefales det å bruke en spesiell
anordningen vist i figur 19, som begrenser utvidelsen av ringene til en ytre diameter på 142,5 mm.
| Video (klikk for å spille av). |
4. Når du installerer et stempel med stempelringer i en sylinderforing, bør det brukes en teknologisk konisk dor ("falsk liner") for å unngå skade på ringene, som vist i figur 20.
5. Det er nødvendig å fjerne foringene fra sylinderblokken ved hjelp av en avtrekker (fig. 21), som settes inn i det indre hulrommet til foringen.
6. Før du installerer delene av stempelgruppen i motorsylindrene, bør låsene til de tilstøtende stempelringene være plassert i en vinkel på 120-180 ° i forhold til hverandre. Ringene installert i stempelsporene må bevege seg fritt i dem under påvirkning av sin egen vekt.
Den radielle klaringen mellom ringene og sporene (når de er dekket av et bur med en diameter på 130 mm) må overholdes innenfor følgende grenser (tabell 4).
7. Når du legger veivakselen inn i sylinderblokken og installerer deler av koblingsstang-stempelgruppen, er det nødvendig at antall (standard) produksjon (1H, 2H) eller reparasjon (PI, P2, РЗ) størrelsen på koblingsstangen og hovedtappene til veivakselen tilsvarer antallet (standard) øreplugger.
Det er ikke tillatt å installere akselen og foringene av forskjellige størrelser, da dette vil føre til at veivakselen griper seg.
Før montering er det nødvendig å rengjøre, spyle med parafin eller diesel og blåse med trykkluft oljehulene og kanalene i sylinderblokken, veivakselen og i koblingsstengene. Kallenavn, bulker, grader og merker må renses nøye ut. Sengene og utvendige overflater bør tørkes tørre, og veivakseltappene bør smøres med et tynt lag ren dieselolje.
Det er forbudt å skrape foringene, file hovedlagerhettene, sette noen pakninger mellom foringen og dens seng og mellom lagerkoblingsplanene, flytte forbindelsesstanghettene fra en forbindelsesstang til en annen eller snu dem, flytte hovedlageret caps fra ett sted til et annet.
Når du monterer stempelgruppen og veivakselen, bruk tre- eller kobberhammere og drivverk.
åtte.Man bør huske på at stramming av vevstangsboltene må starte med en lang (stram) bolt. Ellers kan dette føre til brudd på setet til splineleddet og deformasjon av koblingsstangsengen.
Ikke bruk vevstangsboltlåseskiver på nytt på motorskott og ikke bruk hjemmelagde låseskiver.
9. Det anbefales å stramme mutterne til hovedlagerhettene i rekkefølgen vist i figur 22, i to trinn med en momentnøkkel, med et tiltrekkingsmoment på 41-44 kgm. Installer lagerhetter i samsvar med tallene som er stemplet på dem.
10. Mutrene som fester sylinderhodene til blokken må strammes i rekkefølgen vist i figur 23, i to trinn (foreløpig og siste).
Når motoren er kald, er tiltrekkingsmomentet til mutrene
festing av sylinderhoder skal være 16-18 kgm, i varmt - 18-20 kgm.
11. Hvis det er nødvendig å demontere balansemekanismen, bruk en lageravtrekker for å presse ut lagrene (fig. 24).
For å gjøre dette, lås opp boltene 11 (se fig. 18) som fester platene 8, skru dem ut og fjern platene. Deretter, med et lett slag med en hammer eller et slag på endeflaten av last-giraksen, flytt lasten til hver side til den stopper mot de indre veggene av mekanismen. Under påvirkning av forskyvningen av lasten vil de ytre lagerløpene presses ut av boringen i mekanismehuset. Trykk deretter ut den ytre lagerringen med en avtrekker. Trykk deretter på det indre buret med samme avtrekker, og fjern deretter girvekten fra kassen.
Monter i omvendt rekkefølge. Det anbefales å trykke på lageret samtidig inn i huset og på tappen til lastdrevet.
Det bør huskes at den ytre ringen til lager nr. 12507KM er montert på den indre ringen og ikke kan byttes ut med andre lagre.
Når balanseringsmekanismen monteres på motoren, må merkene på girene og veivakselkanten justeres. Etter å ha installert mekanismen med posisjonen til stempelet til den første sylinderen i V. m. t. girvekter må dreies nedover med en nøyaktighet på ± 5 °.
Når du installerer balanseringsmekanismen på motoren mellom mekanismekroppen og sylinderblokkens sammenkoblingsplan, er det nødvendig å installere shims, ved hjelp av hvilke de gir sideavstanden mellom tennene i inngrepet mellom girvekten og veivakselen felg (0,25-0,4 mm på peilepinnen). Brudd på denne klaringen ved montering, både i retning av avtagende og i retning av å øke den, kan føre til økt støy i inngrepet og nødslitasje av tannhjultennene.
Byggekvaliteten til balansemekanismen kontrolleres ved å manuelt dreie vektene i lagrene. Tannhjulene må gå tilbake til sin opprinnelige posisjon under påvirkning av sin egen vekt.
Monteringen av sylinderhodene begynner med installasjon og sliping av ventilene. Ventilene er installert i styrebøssingene, mens ventilen skal passe lett inn i boringen til bøssingen, under påvirkning av sin egen vekt. Deretter overlappes ventilen inntil den nødvendige tettheten til den avsmalnende avfasningen på sokkelen (eller setet) på sylinderhodet og ventilen er oppnådd.
Etter lapping av ventilene renses hodet for lappingspasta og vaskes.
Det anbefales å demontere og montere ventilmekanismen ved hjelp av et verktøy (fig. 25).
For å gjøre det lettere å demontere dysekoppen (når du skifter ut gummiringen eller kobberpakningen under koppen), kan du bruke en avtrekker (se fig. 108). Når du skifter tappene, bruk en stiftdriver (fig. 26).
Svinghjulets monteringsbolter, koblingsstanghetter, pinjongbolten på kamakselen, skyveakselens støttebolter, vippearmakselens festemuttere skal være sikkert låst. I dette tilfellet skal antennene til skivene passe tett mot kanten av bolten eller mutteren. Ved blokkering med wire må den trekkes i viklingsretningen.
Ved pressing av rammeoljetetninger (mansjetter) inn i kroppsdeler (svinghjulshus, girhusdeksel, sylinderlokk), må oljetetningen ikke være skjev og hakket på overflaten.
Tetningsleppen skal være jevn og glatt. Før montering på akselen, må kjerteloverflaten smøres med amerikansk fett (grease) eller CIATIM-201.
Alle pakninger må være fri for krølling og riving.
Ris. 19. Verktøy for fjerning og montering av stempelringer:
1 - sak; 2 - skrue; 3 - deksel; 4 - våren; 5 - ørering: 6 - håndtak; 7 - Akse; 8 - kjeks (svamper).
Ris. 20. Konisk dor for montering av stempel i sylinderforingen.
Ris. 21. Avtrekk for å fjerne sylinderforinger fra blokken:
1 - disk; 2 - ørering; 3 - skruøyle; 4 - skrue; 5 - avstandshylse; 6 - bar; 7 - håndtak.
En overhaling av en motor er et sett med reparasjoner av en forbrenningsmotorenhet som tar sikte på å forbedre tilstanden til hele motoren som helhet. Ordet overhaling betyr at slike reparasjoner er seriøse, og krever gode teoretiske og praktiske kunnskaper. Arbeid for å forbedre tilstanden til motoren kalles også forbrenningsmotorkapitalen.
Overhaling er et kompleks av reparasjonsarbeid knyttet til utskifting av deler som ikke kan repareres (hovedsakelig stempler, ringer, pakninger) og reparasjon av deler som kan gjenopprettes til fabrikktilstand. Etter overhaling gjenoppretter motoren kraftytelsesindikatorene (kraft, kompresjon, lydløshet og jevn drift). I motsetning til gjeldende eller uplanlagte (denne for eksempel spylersikringen går ut eller bakrutevarmen 2107 fungerer ikke), innebærer overhaling reparasjon av hele motoren, og ikke enkeltdeler. Derfor koster denne typen arbeid anstendig, krever erfaring, tid og helst en varm, godt opplyst garasje, hvis sjåføren vil tjene penger med egne hender.
Siden motoren er hjertet i kjøretøyet, må den repareres i samsvar med alle regler og forskrifter, nøyaktighet og dyktighet.
Både bensin- og dieselmotorer brenner ut ressursen sin etter å ha passert den tildelte ressursen i motortimer (hvis motoren jobbet i 1 time, er dette 1 motortime) eller etter å ha kjørt i tusenvis av kilometer.
- Du må fylle på motorolje, det går et sted.
- Mekanisk skade på motoren (sprekke i blokken).
- Kompresjonen i sylindrene er under tillatt nivå.
- Kontinuerlig røyk fra lyddemperen er blå eller grå (mørk grå) tykk i store mengder.
- Det høres banker (dette kan være ørepluggen vridd osv.).
- Bilen trekker ikke som før, spesielt oppover.
- Når du sjekker lysene, er de konstant skitne, med karbonavleiringer, i olje.
- Drivstofforbruket har blitt mer enn det var.
- Det kommer mye gasser inn i veivhuset.
- Lavt oljetrykk i systemet.
- Motoren overopphetes under lett belastning.
- Motoren går i perioder.
Disse årsakene indikerer ikke nødvendigvis behovet for en større overhaling av forbrenningsmotoren. Hvis det er mange slike tegn og de gjentar seg, er det på tide å gi bilen for kapital eller gjøre det selv.
- nåværende eller in-line reparasjon (reparasjon eller utskifting av individuelle deler, for eksempel maling av en støtfanger);
- tekniske reparasjoner i henhold til tidsplanen (reparasjon eller utskifting av utslitte deler som har brukt opp ressursene deres);
- uplanlagt reparasjon av forbrenningsmotor (dette er når ressursen ennå ikke har kommet ut, men motoren av en eller annen grunn har brutt sammen);
- overhaling eller overhaling, eller kapital gjøres både i henhold til tidsplanen etter utløpet av en gitt ressurs, og etter det endelige sammenbruddet.
Kilometerressursen for gjennomsnittlige biler anses å være omtrent 200 tusen km, etter å ha passert som dens egenskaper reduseres og det er på tide å tjene kapital. Det finnes biler med en ressurs på 1 million km (de kaller motorer millionsterke), selv om det nå går rykter om at ressursen til nye dyre biler, som før var millionsterke, nå har en mye mindre ressurs. Jo oftere en bil repareres, desto mer lønnsom er økonomien til bilprodusenter og bildelebutikker, men dette ødelegger omdømmet til et merke eller en spesifikk bilmodell.
I noen tilfeller, med alvorlig slitasje på forbrenningsmotoren eller alvorlige sammenbrudd, er det mer tilrådelig å bytte motor.
Produsenten Avtovaz har satt gjennomsnittlig kjørelengde for VAZ 2114-biler = 150 tusen km. I gjennomsnitt har alle russiske biler de samme indikatorene. Men hvis forskjellige problemer elimineres i tide, kan ressursen til motorene enkelt tåle 250 tusen km. Ressursen til motorer til utenlandske biler er i gjennomsnitt 200 000 - 300 000 km før overhaling.
Overhaling av diesel- og bensinmotorer utføres i trinn:
- Demontering av forbrenningsmotoren.
- Delevask og rengjøring.
- Etter rengjøring er en erfaren bilmekaniker i stand til å bestemme hvor mye utslitte enkelte deler, om de kan repareres eller er det bedre å erstatte dem. Feilsøking utføres, det vil si etter at sylinderhodet (sylinderhodet) er fjernet, kontrolleres det og sylinderblokken (sylinderhodet) for spon og sprekker; undersøk sylindrene for riper og riper; bestemme klaringene til sammenkoblende deler; inspiser tilstanden til stemplene for spon, skjell, karbonavleiringer; inspiser veivakselens koblingsstenger; forbrenningsmotor veivaksel forskning; fingre; lagrene; deler av gassfordelingsmekanismen kontrolleres også (ventiler, vippearmer osv.). De sammenligner også dimensjonene til viktige deler med fabrikken.
- Etter feilsøking er det nødvendig å vurdere graden av slitasje på hele motoren: hva du skal endre, hva du skal forlate, hva du skal reparere.
- Hvis du aldri har måttet demontere motoren helt, ville det være riktigere og bedre å invitere en venn som forstår.
- Demontering er ønskelig i en varm og godt opplyst garasje.
- Under demontering, legg alle bolter, skiver og muttere i en boks med skillevegger, ikke kast alt i en bøtte.
- Under demontering, husk sekvensen hvis du gjør dette for første gang.
- Hvis du ikke vet hva delene heter, ta med de gamle delene til butikken og vis dem til selgeren.
I vår overhalingsveiledning for gjør-det-selv-motorer er følgende handlingssekvens:
- Demontering og demontering.
- Feilsøkingsdetaljer.
- Spyling av demonterte deler.
- Bestilling og kjøp av reservedeler.
- Sliping av blokk og veivaksel.
- Reparasjon av blokkhode.
- Verifikasjonsarbeid.
- ICE montering og installasjon.
- Innløper etter kapital.
- Konklusjon.
Avhengig av bilens merke og modell (motordesign, antall sylindre, type girkasse), kan prosessen med å demontere motoren variere. Arrangementet av motoren på forhjulsdrift og bakhjulsdrift er også forskjellig.
Forgassermotorer er mye enklere og raskere å demontere, siden de ikke er proppet med elektroniske enheter, i nærvær av disse, for å komme til selve motoren, må du demontere dem alle forsiktig.
Så hvis Kamaz for eksempel må tjene penger, vil dieselmotoren fra Yaroslavl-anlegget YaMZ-236 ta omtrent 10 timer å demontere. Hvis du gjør det samme arbeidet med kraftige analoger av Kamaz, vil det ta mer enn 30 timer.
Og det tar omtrent 3 timer å demontere VAZ-motoren. Og motorene til utenlandske biler vil ta omtrent 10 timer.
Det er nødvendig å demontere sakte, kaste bolter og muttere overalt. Med demontering har diagnostikk allerede begynt, for å si det sånn.
Defektdeteksjon i dette tilfellet er mekanisk, det vil si at det er nødvendig å kontrollere visuelt og ved hjelp av måleinstrumenter slitasje på deler.
- inspiser veivakselen og mål dens dimensjoner, sjekk for bøyninger og justering;
- inspiser sylinderblokkkroppen (BC);
- sjekk delene av koblingsstang-sveivmekanismen for tilbakeslag og selve tilstanden: stempler, sylindre, ringer, fingre, koblingsstenger;
- inspiser sylinderhodehuset (sylindertopp);
- deler av gassfordelingsmekanismen;
- bestemme vedlikeholdsevnen til deler og sammenstillinger.
Mange forsømmer slikt arbeid som å vaske motoren. Det er tilrådelig å skylle hver del og rense den for plakk slik at slitasjegraden kan bestemmes, og også skylle sylinderhodet og BC for å oppdage eventuelle makrosprekker.
Etter å ha fullført feilsøkingsprosedyren og filtrert ut de som er egnet for restaurering og ikke passer, er det nødvendig å bestille nye deler for å erstatte de ubrukelige.Når du allerede vet hvilke deler som trengs, er det ingen grunn til å utsette bestillingen og kjøpet, siden nye deler fortsatt må forberedes for installasjon.
- Foringer (hoved- og koblingsstang).
- Detaljer om stempelgruppen.
- Sveiv pinner.
- Vevstangsbøssinger.
- Ventiler (alle, både innsug og eksos).
- Oljeskraperinger.
- Pakninger (komplett sett).
- Ventilføringer og seter.
- Pumpe med reparasjonssett.
- Oljefilter og pumpe.
- Andre tilfeldige detaljer.
Etter at problemet med reservedeler er løst, begynner de å reparere og gjenopprette blokken og veivakselen til forbrenningsmotoren. På en frese- og overflateslipemaskin fjernes laget av setet til sylinderhodet og selve blokken til det ikke er hulrom og spon igjen. Det hender at det er flere dype skjell, på grunn av hvilke du må fjerne lag i flere omganger. Vanligvis, avhengig av graden av skade, kuttes lag med en tykkelse på 1 mm, 0,5 mm, 0,25 mm, 0,1 mm, 0,05 mm. Etter det begynner de å slipe overflaten til en speilfinish.
Det er en spesiell tabell for sliping av veivakselen, som viser verdiene for tykkelse og effektivitet etter reparasjon sammenlignet med en ny fabrikk.
Fortell meg at jeg ønsker å demontere motoren. men 41 reparasjoner, noe trykkhopp, hvilke funksjoner og hva du må være oppmerksom på ved demontering, reparasjon og montering av motoren, på forhånd takk alle sammen!
Fungerer trykksensoren? Det er bare det at trykket ikke hopper. Det er enten alltid lavt eller normalt.
Fortell meg at jeg ønsker å demontere motoren. men 41 reparasjoner, noe trykkhopp, hvilke funksjoner og hva du må være oppmerksom på ved demontering, reparasjon og montering av motoren, på forhånd takk alle sammen!
Hei kollega, er pallen sammenkrøllet?
Kanskje inntaket i pallen er skrudd ut av skjelving, dette hadde jeg.
Jeg vil bli notert 
La oss ta den fra hverandre, ikke vær redd, her på forumet er gutta normale, de vil alltid fortelle deg om noe.. Jeg har nettopp kjøpt min egen, som jeg kjøpte traktoren, jeg startet den ikke engang, jeg umiddelbart demonterte den I løpet av vinteren slipte jeg akselen, kjøpte reservedeler, jeg begynner å montere om to uker, bare for et par så skal vi.
Gutta vil sette sammen motoren ta en bildegjennomgang hva og hvordan 
halvtomt veldig interessant å se 
ta en bildeanmeldelse hva og hvordan
Jeg skal prøve, og hvordan det går.
ta en bildeanmeldelse hva og hvordan
Jeg skal prøve, og hvordan det går.
Vel, jeg vil vente 
Gutter fortell meg hva som er forskjellen mellom reparasjonssettet til vannpumpen og 41 av den gamle og nye modellen
Tiden er inne for å sette sammen motoren. Først rengjør vi blokken, skyll den deretter grundig med bensin og blås den med luft, skyll veivakselen i ett. Vi legger spesielt vekt på kanalspyling.
Etter å ha spylt blokken og veivakselen klargjør vi hylsene for plassering i blokken. For å gjøre dette legger vi ut stempelringene på foringene med å sjekke spaltene i leddene I dette tilfellet skinner ikke STAPRI-ringene med stabilitet og spaltene i hele settet er fra 0,4 til 0,65, de passerer iht. toleranser. Deretter merker vi foringene, stemplene og ringene på sylindrene slik at de i fremtiden, under montering, ikke forvirrer, skyll hylsene og sett på O-ringene, smør dem og setene i blokken med lithol og sett dem inn i blokken Det er bedre å plante hylsene ved å lage en enkel enhet av en gjenget stang og avstandsstykker enn å hamre med en slegge.
Etter å ha plantet hylsene klargjør vi andre deler for videre montering Mine hoveddeksler, demonter oljepumpen og kontroller slitasjen, balanseringsmekanismen krevde utskifting av lagrene, begge drevene til NSh-10 og NSh-32 oljepumper krevde også utskifting lagrene inngrepsclutch NSh-32, kammene brant ut.
Etter å ha plantet hylsene klargjør vi andre deler for videre montering Mine hoveddeksler, demonter oljepumpen og kontroller slitasjen, balanseringsmekanismen krevde utskifting av lagrene, begge drevene til NSh-10 og NSh-32 oljepumper krevde også utskifting lagrene inngrepsclutch NSh-32, kammene utbrent.
Fortell meg hvor er tallene på stemplene? også motoren kollapset på stemplene fant tallet 2k eller 2zh, hva kan dette bety? og hvor mye kostet hele settet med stempler deg, om ikke en hemmelighet
nummer 2k eller 2zh, hva betyr dette? og hvor mye kostet hele settet med stempler deg, om ikke en hemmelighet
2-Dette er en stempelvektgruppe på 3020-3030 kg, og F er en størrelsesgruppe på 129.89-129.91. Prisen på et sett er 12800r. Ved montering av motoren er et stempel fra en gruppe ønskelig.
nummer 2k eller 2zh, hva betyr dette? og hvor mye kostet hele settet med stempler deg, om ikke en hemmelighet
2-Dette er en stempelvektgruppe på 3020-3030 kg, og F er en størrelsesgruppe på 129.89-129.91. Prisen på et sett er 12800r. Ved montering av motoren er et stempel fra en gruppe ønskelig.
Takk skal du ha 
Jeg tenkte å kjøpe et nytt stempel  Jeg demonterte motoren og følte meg redd, jeg vil kaste av bildet av hva slags stempel jeg hadde og hvordan den fortsatt kjørte og viktigst av alt ikke røyk
Jeg demonterte motoren og følte meg redd, jeg vil kaste av bildet av hva slags stempel jeg hadde og hvordan den fortsatt kjørte og viktigst av alt ikke røyk
Alexander Nikolaevich, du gjør alt i henhold til Feng Shui 
... Ermefjerner - du kan også se det for å plante ermene på plass. Jeg bruker aldri en slegge - jeg setter inn ermene fra innsatsen fra hånden min, du kjenner anstrengelsen og gummiringene vil ikke kuttes av. Etter planting hamrer jeg ned gjennom en avstandsholder i tre.
Dette er min kjekke 

Jeg setter inn ermene fra innsatsen fra hånden, du føler innsatsen og gummiringene vil ikke kutte av.
For å være ærlig, tenkte jeg ikke engang på å prøve det med hendene, men det er selvfølgelig en frykt.
Hei til alle som forteller veivakselen a-41 det er Kina koster 14 tonn, og det er en Barnaul aksel koster 24 tonn, hvordan skiller de seg? Og kan jeg sette kinesisk? hva tror du
Og kan jeg sette kinesisk? hva tror du
Og hva med den gamle, den kan polere den. Kinesisk er rulett. Det er ingen gode anmeldelser om dem.
Og kan jeg sette kinesisk? hva tror du
Og hva med den gamle, den kan polere den. Kinesisk er rulett. Det er ingen gode anmeldelser om dem.
på roten er det mobbere, og innleggene var allerede p3 for å skjerpe, jeg tror det er ingen mening, men om Barnaul, hva synes du?
setter allerede sto p3 skjerping Jeg tror det er ingen mening, men om Barnaul, hva synes du?
Det er enda en reparasjon igjen, og du kan slipe dem.Og Barnaulsky er deres egen aksel, alle motorene går på dem. Men når du bytter ut akselen, er det nødvendig å balansere med svinghjulet. Jeg hadde erfaring med å installere akselen uten å balansere, etter å ha montert motoren ved første start, gikk en forferdelig vibrasjon, men jeg ønsket ikke å demontere motoren, Jeg kom meg ut av situasjonen ved å sveise armeringsbiter på kurven ved hjelp av en vitenskapelig stikkemetode, selv om det tok to dager.Deretter kjører jeg alltid for å balansere.
setter allerede sto p3 skjerping Jeg tror det er ingen mening, men om Barnaul, hva synes du?
Det er enda en reparasjon igjen, og du kan slipe dem.Og Barnaulsky er deres egen aksel, alle motorene går på dem. Men når du bytter ut akselen, er det nødvendig å balansere med svinghjulet.Jeg hadde erfaring med å installere akselen uten balansering, etter å ha montert motoren ved første start, gikk en forferdelig vibrasjon av, men jeg ønsket ikke å demontere motoren , Jeg kom meg ut av posisjonen ved å sveise armeringsbiter på svinghjulet ved å stikke, selv om det tok to dager.Deretter kjører jeg alltid for å balansere.
Jeg tenkte ikke på å balansere. 
balansering vil ikke fungere i min by, jeg ønsket å balansere akselen med 66 gass, så de ba meg ikke balansere alle maskiner ble solgt
Mye nyttig informasjon for eiere av BMW 5-modeller finner du på BMW Automotive Forum Feil, vedlikehold, reparasjon og drift.
A-41-motoren er utstyrt med balansemekanisme treghetskrefter som virker i vertikalplanet. Balanseringsmekanisme (Figur 1) består av to vekter som roterer i motsatte retninger. Rotasjonshastigheten til vektene er to ganger rotasjonshastigheten til veivakselen. Tyngdepunktene til vektene rettes samtidig i én retning under rotasjon. Vekter støpes sammen med aksler, som presses inn i gir 2. I karosseriet balansemekanisme Sylindriske rullelagre er installert, hvor aksene til vektene roterer.Tannring 4, som er montert på den midtre delen av veivakselen nær den tredje hovedtappen, driver giret til å rotere.

Bilde 1. Balanseringsmekanismedeler: en gjenstand; b - diagram av krefter; в - installasjon av gir i henhold til merkene; 1 - sak; 2 - gir; 3 - oljeledning til oljekjøleren; 4 - tannring av balansemekanismens stasjon; 5 - en justeringspakning; 6 - last.
Som et resultat av rotasjonen av vektene oppstår sentrifugalkrefter Pc, som dekomponeres i to komponenter - horisontale og vertikale krefter. Horisontale krefter virker i motsatte retninger, og balanserer dermed hverandre. De vertikale kreftene summeres og summeres til Vs. Summen av de vertikale kreftene balanserer vertikalt summen av treghetskreftene Ri i alle fire sylindrene.
Installasjon balansemekanisme på A-41-motoren utføres med stempelposisjonen til den første sylinderen øverst i dødpunktet. Tannhjulene skal installeres i henhold til merkene på tenner og spor når vektene er plassert under.
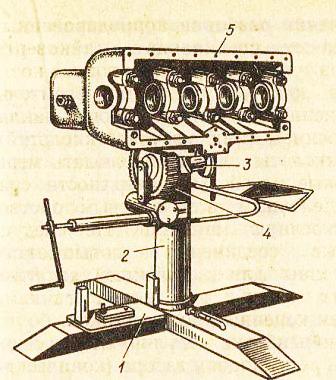
Motorene er satt sammen i tre trinn: vertikal posisjon med veivhuset opp, når veivakselen legges; horisontal posisjon - for installasjon av hovedmonteringsenhetene og delene; vertikal posisjon med veivhuset ned - under sluttmontering og ferdigstillelse. For individuell montering av motorer brukes et universalstativ USD-3 eller et spesialstativ for montering av motorer D-108 og D-160 (fig. 107). I spesialiserte reparasjonsanlegg blir motorer satt sammen på en produksjonslinje.
Ris. 107. Stativ for demontering og montering av D-108 og D-160 motorer:
1 - ramme, 2 - hjul, 3 - nedre sektor, 4 - svingbolt, 5 - øvre sektor, 6 - plate, 7 - rulle, 8 - holder
Motorer settes sammen i følgende rekkefølge: de setter veivakselen i hovedlagrene, installerer sylinderforingene, koblingsstang-stempelgruppen, tidsmekanismen, bakbjelken og svinghjulet, oljepumpen og veivhuset, sylinderhodet, drivstoff utstyr, filtre og rørledninger, inntaks- og eksosmanifoldene, vannpumpe og vifte, reduksjon og startmotor.
Det anbefales å installere veivakselen i denne sekvensen. Kontroller og kompletter akselen med hovedlagre. Hvis foringene ikke kan bores og samsvarer med den gitte størrelsen på akseltappene, legges de i blokksengen, hovedlagrene monteres og strammes. Legg veivakselen og kontroller installasjonen i henhold til de tekniske betingelsene for reparasjon.
De tillatte verdiene for klaringene i hovedlagrene uten reparasjon med de normale dimensjonene til veivakseltappene for traktormotorer er: for D-108 og D-160 - 0,35 mm; for alle andre - 0,24-0,30 mm.
Etter å ha kontrollert dimensjonene og bestemt klaringene, fjernes lagerhettene, hovedtappene til akselen smøres med et tynt lag olje og akselen senkes ned på foringene installert i blokken.
Tiltrekkingsmomentet til mutrene til hovedlagrene til D-108-motorene er 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 og SMD-14-200-220 Nm. Stram først det midterste hovedlageret og prøv å dreie veivakselen for hånd ved hjelp av bolten i svinghjulsflensen. Hvis akselen snur seg lett, stram de gjenværende lagerhettene gradvis. Veivakselens aksiale løp kontrolleres ved å flytte den langs aksen med et brekkjern og endeklaringen måles i ytterstilling. Den aksiale kjøringen av veivakselen for D-108-motorer er 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M og A-41—0,1—0,35 mm.
En korrekt lagt aksel skal kunne dreie med håndkraften som påføres svinghjulsbolten eller vevstagstapper.
Vevstang-stempelgruppen er installert i blokken fra siden av sylinderhodet, ved hjelp av enheter for å komprimere ringene. Stram koblingsstangens lagermutre med en momentnøkkel med følgende tiltrekkingsmoment: for SMD-14-motorer — 140—160 Nm; A-01M, A-41 —160—180; D-108 - 140-150 Nm.
Tillatt aksialløp for det nedre vevstanghodet uten reparasjon er 1 mm.Etter å ha installert den bakre bjelken og tetningshuset, installer svinghjulet. Utløpet av svinghjulet etter at det er festet til veivakselen bør ikke overstige 0,3 mm.
Alltid tilgjengelige reservedeler til traktorer T-4, DT-75, MTZ, K-700, TT-4M osv. Mulighet for å levere sjeldne reservedeler på bestilling.
Vi tilbyr kun reservedeler av høy kvalitet fra pålitelige produsenter.
Vi kjøper reservedeler direkte fra produsenter og kan derfor tilby deg de laveste prisene på markedet.
Reparasjon av DT 75-motoren består i å erstatte utslitte elementer eller utføre reparasjonsarbeid, hvis mulig. Ved reparasjon, vurder motormodellen og velg nøye produsenten av delene som skal brukes i reparasjonen. Hvis du er mekaniker, kan du utføre reparasjonsarbeidet selv. Hvis en slik ferdighet er fraværende i arsenalet ditt, kontakt et spesialisert senter, hvor de vil utføre en fullstendig diagnose, reparere DT 75-motoren og erstatte de nødvendige delene.
Når motoren sendes til reparasjon, demonteres den fra traktoren. I tillegg utføres demontering av alle deler og mekanismer som forhindrer fjerning av motoren. Spesielt panseret, radiatoren for kjølevann og olje, girkassens drivkardan, fjerning av motorfestet til rammen. Motoren fjernes fra traktoren ved hjelp av kran eller vinsj.
Du kan lese mer detaljert i vår reparasjonshåndbok for traktormotor DT-75.
Vi anbefaler også at du tar en titt på vår seksjon. DT-75 reparasjonsvideo
Ordre for generalforsamlingen. For å montere motorer på en produksjonslinje under forholdene til spesialiserte reparasjonsbedrifter, brukes stativer eller transportører, som gjør det enkelt å installere dem i en praktisk posisjon for montering. For individuell montering av motorer brukes universalstativet OPR-989 [Fig. 26] og andre.
Ris. 26. Universalstativ OPR-989 for demontering og montering av motor.
1) - Base; 2) - Rør; 3) - Rotasjonsaksel; 4) - Snekkeutstyr; 5) - Sylinderblokk.
MEDbegynn å montere sylinderblokken: du må installere foringer og en kamaksel, skyveforinger og skyvere, oljetetninger og dekompressorvalser, oljerør. Deretter bør du igjen blåse gjennom oljepassasjene i blokken med trykkluft og installere mellomleddbolten, pinnene og andre deler.
V blokken er lagt med en veivaksel med hovedlager, deretter sylinderforingene, et koblingsstang-stempelsett, en bakre bjelke og et svinghjul, en oljepumpe og et veivhus, et sylinderhode, en turbolader og en vippemekanisme, drivstoffutstyr , filtre og rørledninger, inntaks- og eksosmanifolder, en vannpumpe er installert og vifte, girkasse, startmotor og clutch i en sekvens som avhenger av utformingen av motoren.
Montering av veivakselen. Det anbefales først å montere og stramme hovedlagrene uten aksel. Tiltrekkingsmomentet til mutrene for YaMZ-238NB-motorer er 422-460 Nm for hovedboltene; tilstøtende 98-118 N.m.; A-01 og A-41 - 410-440; type SMD - 200-220 N.m (bolter SMD-60 - 160-180 N.m); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m for fronten og 80-100 N.m. for resten av lagrene. Målinger bestemmer deres ovalitet, avsmalning, oljegap og forskyvning av den øvre innsatsen i forhold til den nedre.For å sikre en ressurs på 80 %, under overhaling, er klaringene i hovedlagrene ikke mer enn: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
TILSmør akseltappene med et tynt lag olje, installer avstandshalvringene, og legg deretter veivakselen. Først strammes det midtre hovedlageret jevnt i to eller tre trinn. Hvis akselen dreier seg lett av bolten i flensen, strammes de resterende lagerdekslene jevnt. Hvis akselen blir tett, bør den fjernes og halsene smøres med et tynt lag maling. Deretter må du legge akselen på nytt, snu den, demontere, inspisere - ved å trykke blekk på foringene, finne årsaken til den tette dreiningen og eliminere den.
PFlytt veivakselen langs aksen, kontroller det aksiale uttaksløpet med en peilepinne, som for dieselmotorer varierer fra 0,1-0,4 mm, for bilmotorer 0,08-0,25 mm. Det aksiale uttaket reguleres av valget av tykkelsen på avstandshalvringene, tykkelsen på skulderen til monteringslageret eller andre enheter for motorer av denne typen.
PRiktig lagt aksel skal dreie fra kraften fra hånden som påføres vevstangstappene.
Montering av hylser i blokken. Hylsene, som monteres i blokken, skal være av samme størrelsesgruppe, nye eller av samme reparasjonsstørrelse, og i blokken uten O-ringer skal være fritt dreibare.
PEtter montering av O-ringene skal hylsene presses inn i blokken ved hjelp av et verktøy med en hydraulisk (pneumatisk) presse eller en trekloss og en hammer. Det er ikke tillatt å kutte O-ringen ved pressing.
PEtter innpressing skal hylsen stikke 0,10-0,21 mm over blokkens plan for dieselmotorer SMD-17, SMD-18; 0,09-0,15 mm for D-240, D-241; 0,07-0,27 mm for D-160; 0,65-0,165 mm for dieselmotorer av andre merker. Forskjellen i fremspringet til hylsene for en blokk er ikke mer enn 0,05 mm. Fremspringet tillatt uten reparasjon er 0,04 mm (for A-01M og A-41 dieselmotorer er fremspringet 0,05 mm).
PMed et innpresset og fast hode kontrolleres ovalen og avsmalningen av hylsene på arbeidsområdet fra siden av veivhuset (ikke mer enn 0,03 mm er tillatt).
PNår du utfører rutinereparasjoner, må hylsene installeres i blokken, snu rundt aksen med 90 grader i forhold til forrige posisjon, for å øke den påfølgende levetiden på grunn av en reduksjon i ovalitet.
Montering av koblingsstang og stempelsett. Settet og den indre overflaten av foringen må smøres med dieselolje før installasjon. Låsene til den første og andre stempelringen er plassert i en vinkel på 180 grader i forhold til hverandre på stemplene til YaMZ-238NB, SMD-18 dieselmotorer, og mellom den andre og tredje - i en vinkel på 90 grader. På stemplene til ZMZ-53, SMD-60, A-01M og andre motorer er låsene plassert i en vinkel på 120 grader i forhold til hverandre. I dette tilfellet bør ikke låsene plasseres mot fingeraksen.
ShAtunno-stempelsettet er installert i blokken fra siden av sylinderhodet ved hjelp av en ringkomprimeringsanordning. I dette tilfellet bør du være spesielt oppmerksom på riktigheten av plasseringen i forhold til blokken (forbrenningskammer, spor i stempelskjørtet, piler på stempelkronen, etc.).
BBolter eller muttere til vevstagslagere strammes med en momentnøkkel, og opprettholder et dreiemoment på 240-260 Nm. for dieselmotorer SMD-60; 196-216 N.m. for YaMZ-238NB, YaMZ-240B; 170-190 N.m. for A-01M, A-41; 140-160 N.m. for D-50, SMD-17, SMD-18 og andre; 100-120 N.m. for D-37M, D-144, D-21; 68-76 N.m. for forgassermotorer ZMZ-53N; 70-80 N.m. for ZIL-130. I ZMZ-53-motorer, når du monterer det nedre koblingsstanghodet, må fremspringet på dekselet og nummeret på koblingsstangen samsvare.
PEtter montering av koblingsstengene, bør veivakselens dreiemoment ikke overstige 50 Nm.
Dbunnen av stemplene etter montering av koblingsstang-stempelsettet i posisjon b. m. t. skal stikke ut eller synke i forhold til blokkens plan med størrelsen vist i tabell 52.
| Video (klikk for å spille av). |
Tabell 52.Plasseringen av stempelkronene i forhold til blokkdensiteten.














