I detalj: gjør-det-selv uaz 421 motorreparasjon fra en ekte mester for nettstedet my.housecope.com.
Da jeg kjøpte min UAZ-31601, la jeg merke til at motoren (UMP-421) ristet voldsomt. Det er en ubalanse. Siden jeg fortsatt skulle ordne motoren (min natur er slik: Jeg kan ikke kjøre trygt før jeg er sikker på at alt er i orden innvendig), la jeg ikke stor vekt på dette, men indikerte til selgeren.
Han sa at i mitt sted gjorde han ikke dette, siden motoren ble sortert ut av erfarne mekanikere, som blant annet klargjør motorer for idrettsutøvere.
Den startet faktisk med en halv omgang, trakk godt, spiste moderat. Men pølsa var ikke barnslig. Etter å ha reist litt om sommeren, begynte jeg på høsten å gjennomføre planen min - å sortere ut motoren og sette 5 ss. Kontrollpunkt. Slik at du igjen ikke fjerner og setter enheten.
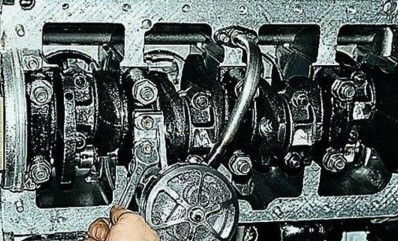
Løst. Bil til garasjen. Utadgående glidebryter. Jeg tok den av, spredte den:
Innvendig er faktisk alt kulturelt, alt er anstendig.
Det er tuning: duralumin ventilfjærplater og titan skyverstenger.
Vei stemplene, koblingsstengene separat. Merkelig: forskjellen er ikke mer enn 1 g.
Det er ikke klart hvorfor han skalv så?
La oss se nærmere:
Her er det - det første bakholdet. Mekanikerne som gikk gjennom motoren var ikke bare erfarne, men også "dumme". Tilsynelatende, for latterens skyld, satte de en finger "enkelt", og ikke "forsterket", som det burde være for 3 liter. motor. "Forsterket" har tykkere vegger og er naturlig tyngre (veid, det viste seg å være 12 g). For å skille det ut, har den "enkle" et trinn i midten inni. I følge boken skal forskjellen i vekten til stemplene satt sammen med koblingsstenger installert i en motor ikke overstige 8 g. Forskjellen på 12 g på grunn av den gammeldagse fingeren kunne ikke gi en så sterk vibrasjon som den var på motoren min. Han ristet den slik at klokken (vitenskapelig - clutchhuset) sprakk to steder. Å bytte ut klokken er en egen sang, mer om det nedenfor.
| Video (klikk for å spille av). |
Vi ser videre ShPG.
Reparatørene justerte forbindelsesstengene etter vekt, og slipte av tidevannet på det nedre hodet. Men koblingsstangen kalles koblingsstangen fordi den utfører komplekse frem- og tilbakegående og roterende bevegelser i motoren. De. dets øvre hode beveger seg lineært opp og ned på plass med stempelet, og det nedre roterer sammen med veivakselvevstangtappen. Det er åpenbart at treghetskreftene til ShPG er balansert, ikke bare den samme massen til koblingsstengene spiller en rolle, men også posisjonen til koblingsstangens massesenter. Hvis du, mens du justerer vekten på koblingsstangen, fjerner metall bare på ett sted, for eksempel fra dekselet til det nedre hodet, vil massesenteret forskyves mot det øvre hodet. Grovt sett tilfører vi masse til stempelet ved å lette veivakselens vevstangtapp. Åpenbart er det viktigste for balansering jevnheten til posisjonen til massesenteret til hver forbindelsesstang langs symmetriaksen. Teorien er nå klar. Hvordan finne akkurat dette massesenteret i praksis?
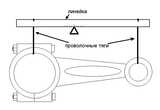
Først tenkte jeg på å lage en enhet i form av en strålebalanse, som har et øvre koblingsstanghode på den ene koppen, og en nedre på den andre.

Men ved nærmere ettertanke gjorde han det annerledes. Klipp ut to glass for å passe til koblingsstangen, sett en eiker mellom dem. Det viste seg å være noe sånt som en huske. Ovenfra, over eiken, legger vi koblingsstangen, og ved å rotere eiken finner vi øyeblikket for å "kaste husken". Det er her massesenteret vil være. Vi markerer posisjonen til koblingsstangen i forhold til det øvre glasset og eiken. Til dette brukte jeg CD-markører. For orientering tegnet jeg flere linjer parallelt med eiken på glasset. Plasseringen av "overkastingslinjen" for hver koblingsstang ble målt med en linjal.
Tre koblingsstenger ga et delta i området 1 mm, og den fjerde avviket med 5 mm. Dette er det andre bakholdet. Videre er alt enkelt: vi letter forbindelsesstengene, fjerner metallet fra tidevannet på hodene, prøver å bringe massesenteret til hver til ensartethet. De. hvis det øvre hodet oppveier, så fra det, og omvendt.Vi fjerner litt, hver gang vi sjekker massen til koblingsstangen og dens balansering. Det tok meg ca 3 timer med all slurvet.

For å veie koblingsstengene (og stemplene) brukte jeg en bjelkebalanse, bevart fra tiden da jeg ble revet med av fotografering selv laget fremkalleren. Det er vanskelig å fastslå "nøyaktig hvor mange i gram" en koblingsstang eller stempel veier på denne vekten, men vekten kan sammenlignes med tilstrekkelig nøyaktighet. Det er bare nødvendig å bøye de tilsvarende krokene fra samme lengde av ståltråder.
Veide stemplene sammen med fingrene, koblingsstengene - satt sammen, med strammede boltmuttere. Han justerte vekten på stemplene ved å fjerne metallet fra bossene med en kutter.
På slutten vasket jeg alt slik at det ikke var sagflis igjen. Veivakselen komplett med et svinghjul og en kurv ble ført til "Mekanikken" for balansering. Boken sier at clutchen skal monteres med den drevne skiven. Dette bør ikke gjøres, fordi det er vanskelig å sentrere den drevne skiven nøyaktig, og under drift tar den en vilkårlig posisjon. Veivakselen som ble brakt tilbake ble kontrollert statisk ved to hjørner satt i nivå. "Mekanikk" gjorde det utmerket - veivakselen rikket ikke!
Installasjonen av den nye klokken ble godt beskrevet på "UAZbook" til velsignet minne om Makhno. 
Jeg vil bare legge til at i stedet for vekten, sveiset jeg en enhet for indikatoren fra profilen. Jeg gledet meg til øyeblikket da det ville være mulig å starte motoren.
Startet opp! Skjelver ikke. Hurra!
Ikke et spor etter gammeldansen var igjen.
Vibrasjoner på farten er mer merkbare fra drivverket, men det er en annen historie.
Om trykkstenger i titan. Veid - de er lettere enn duralumin. Jeg la merke til en funksjon - bankingen på registerremmen med oppvarming avtar ikke, men snarere det motsatte. Jeg så i "Metalworker's Handbook" - koeffisienten for lineær utvidelse av titan er omtrent tre ganger lavere. De. med oppvarming reduserer ikke stengene gapet, men heller omvendt. Reduserte termiske gap til 0,2 mm, mindre skummelt. Banken er fortsatt høyt nok.
(februar 2004)
Alle deler av vevstang-stempelgruppen er delt inn i kategorier og valgt individuelt til hverandre.
Ved å bruke bokstaven malt på blokken velger vi stempelet til sylinderen.
Betegnelsen "421" på stempelet indikerer at den er beregnet på UMZ-4218-motoren.

Ved reparasjon med sylinderboring sikres de nødvendige klaringene i prosessen med boring og honing for tidligere kjøpte stempler med samme reparasjonsstørrelse.
Diametrene til hullene i stempelbossene, koblingsstanghodet og de ytre diametrene til stempelpinnen er delt inn i fire grupper, merket med maling: I - hvit, II - grønn, III - gul, IV - rød.
På fingrene er gruppenummeret merket med maling på innsiden eller ender. Den må samsvare med gruppen som er angitt på stempelet.
På koblingsstangen er gruppenummeret også angitt med maling. Den må enten matche eller være ved siden av gruppens finger.
En finger smurt med motorolje skal bevege seg med liten kraft i koblingsstanghodet, men ikke falle ut av det.
Foringslåser må være plassert på den ene siden av koblingsstangen, ...
... og fremspringet på koblingsstangdekselet justeres i retning med inskripsjonen "FRONT" på stempelet.

Vi varmer stempelet til en temperatur på 60–80 ° С. Det er lov å varme stempelet i varmt vann. Vi setter koblingsstanghodet inn mellom stempelbossene og presser raskt inn stempeltappen som er smurt med motorolje.
Hvis det ikke er noen enhet, kan du trykke pinnen inn med en kobber eller vanlig hammer gjennom en dor laget av mykt metall, og holde stempelet i vekt.

Vi fester stempelpinnen på begge sider med festeringer.
Vi sjekker stempelringene, for dette ..
... vekselvis installer stempelringene inn i sylinderen til en dybde på 20–30 mm fra overkanten og mål gapene med et sett med følere. Kompresjonsringer skal ha et gap i låsen på 0,3–0,5 mm, oljeskraperinger - 0,5–1 mm.

Vi setter ringene på stempelet, og starter med oljeskraperingen.
Etter å ha åpnet låsen til den radielle ekspanderen, installerer vi den i det nedre sporet.
Etter å ha åpnet låsen til den radielle ekspanderen, installerer vi den i det nedre sporet.
... aksial ekspander og øvre ringformet skive.

Oljeskraperingsskivene er utskiftbare.
Vi setter på to kompresjonsringer etter hverandre slik at.
... avfasningen på den ytre diameteren til den nedre kompresjonsringen vender mot stempelskjørtet, ...
... og avfasningen på innsiden av den øvre kompresjonsringen er mot stempelkronen.
Sammenkoblingen av slitedelene i sylinderblokken til UMZ-421-motoren utføres hovedsakelig av utskiftbare deler, noe som gjør at sylinderblokken kan repareres ved å slipe på nytt og erstatte stemplene med å bytte ut veivakselens hovedlagerskall.
Sylinderblokken til UMZ-421-motoren med hull i sylinderveggene, vannkappe og veivhus eller med sprekker i det øvre planet og ribber som støtter hovedlagrene må skiftes ut.
Siden 1996 har kamaksler blitt installert i sylinderblokken til UMZ-421-motoren uten mellomliggende foringer. For å gjenopprette slitte kamaksellagre, bores støttene til følgende dimensjoner:
Støtte 1 - 55,5 +0,018 mm.
Støtte 2 - 54,5 +0,018 mm.
Støtte 3 - 53,5 +0,018 mm.
Støtte 4 - 52,5 +0,018 mm.
Støtte 5 - 51,5 +0,018 mm.
Halvferdige foringer presses inn i de borede støttene, etterfulgt av deres boring for å passe til dimensjonene til kamaksellagertappene. Gjenoppretting av parets ytelse: sylinderblokkboring - skyver, på grunn av liten slitasje på sylinderblokken, reduseres til å erstatte skyvere.
Som et resultat av slitasje får blokkens sylindre formen av en uregelmessig kjegle langs lengden og en oval form rundt omkretsen. Slitasjen når den største verdien i den øvre delen av sylindrene i området til den øvre kompresjonsringen, når stempelet er på TDC: den minste er i den nedre delen, når stempelet er på BDC.
En økning i urundheten og ikke-sylindrikken til hylsene opp til 0,08-0,1 mm., Kan korrigeres ved honing, uten bruk av boring, for en reparasjonsdiameter på 100,1 mm. For den angitte størrelsen produseres reparasjonsstempler med betegnelsen 421.10004015-P1, delt inn i fem størrelsesgrupper med samme toleranser som stempler med nominell størrelse.
Med større urundhet og ikke-sylindrisk foring, samt slitasje av foringer i diameter med mer enn 0,1 mm, er det nødvendig å bore dem med etterfølgende honing til en reparasjonsdiameter på 100,5 mm for eksisterende stempler av den tilsvarende størrelsesgruppen, tatt i betraktning tilveiebringelsen av et gap mellom skjørtet og foringen innenfor 0,03 -0,06 mm.
Hvis et begrenset antall stempler er tilgjengelig for reparasjon, anbefales det å beregne boringsavvikene for hver sylinder basert på den faktiske størrelsen på diameteren til stempelskjørtet beregnet for den gitte sylinderen, og bore sylinderen til disse dimensjonene. Avvik i formen på sylindrene skal være plassert i toleransefeltet til dimensjonsgruppen for sylinderdiameteren.
Skader på gjengede hull i form av hakk eller gjengeavisolering på mindre enn to gjenger repareres med en kran til nominell størrelse.
Gjengede hull med slitasje eller gjengebrudd på mer enn to gjenger gjenopprettes ved å kutte gjenger med økt reparasjonsstørrelse, sette inn gjengede skrutrekkere med påfølgende kutting av en gjenge av nominell størrelse i dem eller installere gjengede spiralinnsatser. Sistnevnte metode er den mest effektive og mindre tidkrevende.
UAZ-biler er veldig populære i Russland, og i sovjettiden var UAZ ute av konkurranse - utenlandske SUV-er var ekstremt sjeldne i Sovjetunionen på den tiden. Men siden maskinene ofte brukes under vanskelige forhold, er det nødvendig å regelmessig reparere komponenter og sammenstillinger, og reparasjon av UAZ-motoren er et relevant tema som interesserer mange.
- motorer er ikke komplekse;
- reservedeler er tilgjengelig, og er på lager hos mange bilforhandlere;
- motordeler er rimelige.
Motorene til Ulyanovsk-anlegget har sine egne karakteristiske "sykdommer", og ikke alle bileiere forlater sin "native" motor - de setter forbrenningsmotorer fra andre bilmodeller.I denne artikkelen vil vi vurdere funksjonene til UAZ-motorreparasjon, typiske motorfeil, samt mulige alternativer for å erstatte UAZoav-kraftenheter.
UMP begynner sin historie i 1944, da et aksjeselskap ble opprettet etter ordre fra folkekommissæren. Til å begynne med produserte anlegget motorer med liten slagvolum for lading av batterier og mobile kraftverk, og den første bilforbrenningsmotoren rullet av samlebåndet i 1969.
Motoren ble kalt UMZ 451, og hadde mye til felles med kraftenheten til Volga GAZ 21. Siden 1971 ble ICE 451 modernisert, og den mottok 451M-indeksen, denne motoren ble tildelt "Quality Mark". På slutten av 70- og begynnelsen av 80-tallet av forrige århundre ble UMZ-414 ICE installert på bilene UAZ 469 ("geit") og UAZ 452 ("brød"), og siden 1989, UMP 417 med en kapasitet på 90 liter er produsert. Med.
Fram til midten av 90-tallet hadde alle Ulyanovsk-motorer et volum på 2.445 liter, samt en sylinderdiameter på 92 mm. I 1996 begynte produksjonen av UMZ-421 ICE, denne kraftenheten ble preget av en sylinderdiameter økt til 100 mm og et stort volum (2,89 liter). Siden 1997 har Ulyanovsk-anlegget levert kraftenheter til GAZ-kjøretøyer, og disse er modeller:
- 4215;
- 4213;
- 4216 i forskjellige modifikasjoner;
- Evotech 2.7.
Motoren til Ulyanovsk-anlegget, modell 417, er produsert i forskjellige modifikasjoner, har en aluminiumsblokk og et sylinderhode, 4 sylindre i en rad, 2 ventiler per sylinder. "417th" motorer har et forgasser drivstoffsystem:
- en enkeltkammerforgasser er installert på modifikasjon 417;
- UMZ-4178 er utstyrt med en to-kammer forgasser.
De tekniske egenskapene til UMZ-417 er som følger:
- volum - 2445 cm³;
- kraft - 90 liter. Med.;
- stempeldiameter - 92 mm;
- kompresjonsforhold (kompresjon i sylindere) - 7,1;
- stempelslag - 92 mm;
- type drivstoff som brukes - bensin A-76.
UMZ-417 forbrenningsmotor, i tillegg til 4178, har også andre modifikasjoner:
- 4175 - en motor designet for å bruke AI-92 bensin (98 hk, kompresjonsforhold - 8,2);
- 10-10 - ICE med blokkhode fra modell 421 og med gummipakning bak.


UMZ-421-motoren har blitt produsert siden 1996, den er installert på Ulyanovsk-modeller:
I stedet for pakkbokspakning, bruker denne motoren en gummioljepakning som bakre veivakselpakning. Denne motoren har følgende egenskaper:
- volum - 2890 cm³;
- kraft - 98 liter. Med.;
- stempeldiameter - 100 mm;
- kompresjonsforhold (kompresjon i sylindre) - 8,2;
- stempelslag - 92 mm;
- drivstofftypen som brukes er AI-92 bensin.
Det er også en versjon av forbrenningsmotoren designet for A-76 bensin, kraften til en slik kraftenhet er 91 liter. Med. (henholdsvis kompresjonsforholdet er 7,0). UMZ-421-motorer er utstyrt med K-151E-forgassere. 
UAZ Patriot, som er mye populær i Russland, har blitt produsert siden 2005, men i motsetning til alle andre Ulyanovsk-lagde biler, har denne modellen ingen "native" motorer - SUV-en er utstyrt med ZMZ- og Iveco-motorer. Bare én type bensinmotorer er installert på Patriot som standard - 3MZ 409.10 med et volum på 2,7 liter og en kapasitet på 128 liter. Med. Denne motoren har slått rot så godt på UAZ at den noen ganger kalles UAZ 409.
Motorene til Ulyanovsk Motor Plant utmerker seg ved sin enkelhet i design og høy vedlikeholdsevne, og siden UMP-motorer er enkle, reparerer mange sjåfører UAZ-motorer med egne hender. Overhaling utføres alltid med fjerning og installasjon av kraftenheten, demontering og montering av forbrenningsmotoren, slik at motoren fungerer etter reparasjon i lang tid, er det nødvendig å feilsøke riktig.
Hva du bør vurdere når du utfører selvreparasjoner:
Vi demonterer den fjernede motoren som følger (se eksempelet på UMZ-417-motoren):
- koble fra manifoldenheten med forgasseren fra blokkhodet. De to indre mutrene er vanskeligst å krype, så du bør bruke en pipenøkkel (standardmuttere er vanligvis 14 mm);
- fjern ventildekselet (6 skruer eller bolter);
- demonter fordelerdrevet, fjern de to sidedekslene til skyvere;
- skru ut mutrene som fester vippearmakselen (4 stk.), fjern akselen.Vi tar ut stengene (det er 8 av dem), og deretter skyvere (også 8 stk.);
- vi skru av sylinderhodets festemuttere, demonter blokkhodet. Hodet kan sitte tett, men du trenger ikke bruke mye innsats for å fjerne det, og når du fjerner det, bør du prøve å ikke skade overflaten på sylinderhodet;
- hvorfor fjerner vi veivakselskiven, slår av skralle. Den kan skrus av med skarpe hammerslag i retning mot klokken;
- da bør navet demonteres; for å fjerne det må du bruke en spesiell fabrikk eller hjemmelaget avtrekker. Ved demontering er det nødvendig å sikre veivakselen fra rotasjon;
- neste trinn er å fjerne pallen (oljesumpen). Etter å ha skrudd ut alle mutrene, banker du forsiktig på pallen med en hammer, og hvis veivhuset ikke løsner, kan du lirke det med en skrutrekker og skyve det mellom blokken og pallens plan. Du bør ikke angre på pakningen (det er fortsatt en erstatning), det viktigste er ikke å skade overflatene til delene;
- fjern oljepumpen, den støttes av fire muttere;
- demonter kamakseldekselet (skru av 7 muttere);
- vi slår av koblingsstangmutrene, demonterer koblingsstanghettene, tar ut stemplene sammen med koblingsstengene. Det er nødvendig å demontere en stang om gangen og umiddelbart lokke dekslene på plass - dekslene skal ikke forveksles med hverandre, de er ikke utskiftbare;
- vi skru av mutterne på hoveddekslene, demonterer dekslene, tar ut veivakselenheten med giret, svinghjulet og clutchen;
- vi snur kamakselen slik at det kommer bolter under hullene i kamakselen. Med en pipenøkkel, skru ut de to boltene med 12, demonter kamakselen sammen med giret.






Nå gjenstår det å demontere detaljene:
- koble manifolden fra blokkhodet;
- tørke opp ventilen;
- fjern clutchen, giret og svinghjulet fra veivakselen;
- demonter giret fra kamakselen;
- koble stemplene fra koblingsstengene.
Demonteringen er fullført, du kan begynne å feilsøke deler.
Ofte på den gamle "UAZ" tømmer motoren fullstendig ressursen sin, og da har bileierne et veldig rimelig spørsmål - hvordan erstatte den gamle motoren. Å installere en motor på UAZ 402 er den mest fornuftige løsningen:
- ZMZ-402-motoren er mer pålitelig enn "UAZ", og mange slike brukte motorer i god nok stand selges for hånd;
- et minimum av endringer vil være nødvendig for utskifting - Zavolzhsky ICE passer til alle monteringer.
"Fire hundre og andre"-motoren har et annet veldig stort pluss - det vil være den billigste av alle de foreslåtte alternativene som kan eksistere når du bytter ut motoren med en UAZ.
Installasjon av ZMZ 406/405/409-motoren på UAZ vil være noe dyrere. Disse motorene er også egnet for montering, men du må:
- håndtere elektriske ledninger;
- juster det fremre eksosrøret.
Generelt er det ikke så veldig mange endringer, men selve 406-motorene er litt dyrere. Det er UAZ-bileiere som installerer importerte dieselmotorer på bilen, men her må du gjøre mange endringer i designet:
- ombygg eksosanlegget;
- fordøyelsesmotor og girkassefester;
- kaste ledningene helt;
- juster vannkoblingene stedvis.
UMZ 421-motoren inkorporerer designløsningene fra den forrige 417-serien og GAZ 21-motoren. Prototypen merket 4218.10 ble ferdigstilt i 1983, men ble ferdigstilt i ytterligere tre år. Etter det tok designerne opp versjonen 241.10 med den originale formen til eksoskanalen.
Deretter ble det lagt til 8 modifikasjoner til med økt kraft, kompresjonsforhold, deformert, med en annen kamaksel, under Euro-4-standarder og to gass-bensin-alternativer. Som et resultat er ICE 421-linjen produsert til i dag, den er utstyrt med last- og passasjergaseller, Sobols, Barguzins og Hunter SUV-er, lastpassasjer UAZ "Bukhanki".
Opprinnelig, i motoren til den første versjonen 4218.10, penetrerte frostvæske gjennom porene i aluminiumsstøpingen til sylinderblokken inn i oljen. Lekkasjen var uopprettelig, utskifting av sylinderhodepakningen hjalp ikke, så produsenten brukte harpiksimpregneringen av blokken ved hjelp av flyteknologi, formen på inntakskanalen ble endret, motoren ble kalt 421.10.
For å øke dreiemomentet i bunnen og kraften generelt, fikk motorkretsen to tillegg:
- en resonator i eksossystemet, plassert etter lyddemperen;
- øke kompresjonsforholdet.
Denne versjonen av forbrenningsmotoren er betegnet 421.10-30 og har sin egen reparasjonsmanual. Fra fabrikken kom motorene ut med 100 mm sylindre, som i utgangspunktet ga høyt dreiemoment og kraft. Håndboken til bilprodusenten GAZ anbefaler dem for installasjon på en Gazelle, som krever mindre endringer:
- Gazelle-radiatoren er plassert lavere enn i UAZ-er;
- viften må forskyves;
- en stasjon med separat reim vises.
I tillegg er strømforsyningssystemet, eksos av gasser fra veivhuset forbedret, motoren er betegnet 4215.10-30. Hvis 421-modeller har samme oljeforbruk, kan forskjellige drivstoff brukes.
For å redusere driftsbudsjettet til lastebilen og minibussen byttet GAZ-produsenten mange Gazeller og Soboli til A-76 bensin. En lignende modifikasjon av UMP-motoren for lavoktanbensin ble betegnet 4215.10-10.
Da var det nødvendig med en injeksjonsversjon, men allerede for firehjulsdrift UAZ - minibusser, SUV-er, lastebiler og nyttekjøretøyer. Det var 4213.10-motoren. Kamakselen her er støpejern, ikke stål, som i forgassermotorer. For gaseller var en slik forbrenningsmotor 4216.10 med modifisert viftedrift.
Denne 421-serien var den siste for produsenten UMP med en lavere kamaksel. Allerede for neste generasjon 429.10 høyhastighets forbrenningsmotorer er kamakselen flyttet til innsiden av sylinderhodet, det vil si at den er plassert på toppen.
Tabellen inneholder de viktigste tekniske egenskapene til UMZ 421-motoren:
kombinert syklus 11 l / 100 km
lagerdeksel - 120 Nm (hoved) og 60 Nm (vevstang)
sylinderhode - tre trinn 42 Nm, 106 Nm + 90 °
Tabellen inneholder en beskrivelse av parametrene til grunnforgasserversjonen 4218.10. I andre motorer brukes andre redskaper, kretsene til eksos- og inntakskanalene, og innsprøytningssystemer er endret.