I detalj: gjør-det-selv hydraulisk manuell presspumpe reparasjon fra en ekte mester for nettstedet my.housecope.com.
Når man utfører ulike arbeider i et hjemmeverksted, blir det ofte nødvendig å påvirke arbeidsstykkene ved å trykke. Vi vil snakke om hvordan du lager en hydraulisk presse med egne hender for å utføre slike operasjoner i denne artikkelen.
Hjemmelaget hydraulisk presse
En hydraulisk presse er et utstyr som er spesialdesignet for å bearbeide deler og arbeidsstykker ved å utsette dem for høyt trykk. En slik presse fungerer på grunn av trykket fra væsken som virker på elementene i dens design.
Utformingen av de fleste hydrauliske presser sørger for et vertikalt arrangement av arbeidssylinderen, men det er også modeller der den er plassert horisontalt. Ulike modeller av presser kan skape arbeidskrefter i området fra flere titalls til flere tusen tonn.
Variant av utførelse av en hydraulisk presse av fabrikkproduksjon
Prinsippet for drift av en hydraulisk presse er basert på Pascals lov, kjent for oss fra et skolefysikkkurs. Utformingen av pressen består av to arbeidskamre i forskjellige størrelser eller, som de også kalles, sylindre. Prinsippet for drift av en hydraulisk presse, hvis vi beskriver det med noen få ord, er som følger.
I den minste av sylindrene skapes et høyt trykk av arbeidsfluidet, som mates gjennom forbindelseskanalen inn i kammeret med større diameter og virker på stempelet som er koblet til arbeidsverktøyet. Sistnevnte utøver press på arbeidsstykket, som er plassert på en stiv støtte for å forhindre at det beveger seg under sin handling. Alle hydrauliske presser bruker spesialoljer som arbeidsvæske.
Video (klikk for å spille av).
Arbeidsprinsipp for hydraulisk presse
Hydrauliske presser er mest brukt når du utfører slike operasjoner på metalldeler som stempling, smiing, retting, bøying, ekstrudering av rør og andre profiler. I tillegg, ved hjelp av slike presser, utføres brikettering, pakking og pressing av forskjellige materialer (som regel brukes en minipresse til disse formålene).
Enheten til den hydrauliske pressen tillater aktiv bruk både i bedrifter for produksjon av gummi-, plast- og treprodukter, så vel som i andre områder. En rekke funksjoner og bruksområder for dette utstyret bestemmer eksistensen av dets ulike modifikasjoner. På salg kan du for eksempel finne en hydraulisk bordpresse, en minipresse, en hydraulisk gulvpresse, en manuell hydraulisk presse, presser med og uten trykkmåler.
Bruken av en hydraulisk presse i en garasje eller hjemmeverksted er ganske vanlig. Det er mulig å bruke en slik presse, som er liten i størrelse, både når du reparerer en bil, og for å utføre arbeid av en annen art.
VIDEO Spesielt ved hjelp av slikt kompakt utstyr er det mulig å presse ut lagre eller lydløse blokker, samt å presse nye deler på plass. I tillegg til bilreparasjon, kan en hydraulisk presse brukes til å bøye metalldeler, skape det nødvendige trykket ved liming av overflater, brikettering av avfall og for å presse ut olje og væske. Fabrikkutstyr for dette formålet (selv en manuell hydraulisk presse) koster mye penger, og ikke alle kan kjøpe det.I mellomtiden kan du lage en slik presse med egne hender, bare bruke penger på kjøp av nødvendige materialer.
Bruke pressen som juicepresse
Bemerkelsesverdig nok kan utformingen av en hydraulisk presse laget hjemme umiddelbart tilpasses for å løse en spesifikk oppgave med en bestemt del eller arbeidsstykke. En gjør-det-selv-presse vil ikke ta opp mye plass; det vil være nok å tildele litt plass i verkstedet eller garasjen for å romme den. Detaljerte instruksjoner om hvordan du lager en hydraulisk presse er gitt nedenfor. Det er også en video om dette emnet på slutten av artikkelen.
Gjør-det-selv hydrauliske presser bør ikke ha for enestående tekniske egenskaper, det er nok at de utvikler en kraft på 10–20 tonn. Denne parameteren til en hjemmelaget hydraulisk presse avhenger av hvilke handlinger du skal utføre med den.
En av de vanligste og enkle alternativene for en hjemmelaget presse
Det er en rekke andre parametere som ikke bare tilsvarer industrielle, men også hjemmelagde hydrauliske husholdningspresser:
dimensjoner;
vekt av utstyr;
stempel slag;
tilstedeværelsen av en trykkmåler i utformingen av pressen;
egenskapene til maskinen som brukes.
I selvlagde presser skapes trykket i arbeidssylinderen vanligvis ved hjelp av en manuell hydraulisk pumpe, som enten kan bygges inn i utformingen av en slik enhet eller plasseres separat fra den. En slik designfunksjon avhenger bare av hvilket utstyr du velger for produksjon av en slik enhet. Det er veldig enkelt å lage en hydraulisk presse med egne hender, hvis du tar en jekk av flasketypen som grunnlag for utformingen. En slik jekk, som er praktisk, har allerede en innebygd håndpumpe i designet.
Hydraulisk jekk av flasketype er flott for bruk i DIY hydraulisk presse
Før du bestemmer deg for å kjøpe en passende jekk for å lage et hydraulisk verktøy for hjemmet, er det viktig å bestemme hvilke oppgaver du vil løse med det. Både designskjemaet til den manuelle hydrauliske pressen og kraften den vil utvikle avhenger av dette. Det neste trinnet er å utvikle en tegning av en hydraulisk presse, som du skal lage med egne hender. Du kan selvfølgelig finne en slik tegning på Internett og til og med se bilder og videoer av prosessen med å lage en presse fra en hydraulisk jekk med egne hender. Men i dette tilfellet vil du bli møtt med behovet for å tilpasse enhetene du har for andres hjemmelagde presse.
Manuell hydraulikkpumpe
Utviklingen av en tegning av din fremtidige hjemmelagde presse begynner med spørsmålet om hvordan det vil fungere. Det er bare to alternativer her.
Jekken vil være plassert i bunnen av pressen - på rammen - og vil skyve opp.
Jekken er festet i den øvre delen av pressestrukturen og presser henholdsvis ned.
Men når du velger en ordning for drift av en hjemmelaget presse, bør man ta hensyn til det faktum at for hoveddelen av jekkene produsert av moderne industri, er den eneste riktige posisjonen pressestangen opp, og det er ganske enkelt ikke tillatt å plassere dem annerledes. Det er grunnen til at den første hydrauliske presseordningen oftest legges til grunn. Det andre alternativet brukes bare i tilfeller der det er nødvendig å lage hydraulisk utstyr for å presse ut lagre eller foringer fra individuelle enheter og mekanismer med egne hender.
Versjon av pressen med den nedre plasseringen av jekken
Støtteelementet til enhver presse, inkludert en hjemmelaget en, er en seng, utviklingen av en tegning som bør tilnærmes så ansvarlig som mulig.Strukturelt sett er rammen en ramme, på innsiden av hvilken det er en jekk med et arbeidsverktøy som legger press på en del eller arbeidsstykke.
Sengetypen kan variere betydelig avhengig av formålet med pressen.
Den nedre delen av rammen - basen - er utviklet under hensyntagen til det faktum at den må sikre høy stabilitet av hele strukturen. Når de beregner bredden på den indre åpningen til rammen til en hjemmelaget presse, tar de hensyn til både dimensjonene til delene og arbeidsstykkene som skal behandles på den, og de totale dimensjonene til alle bestanddelene i den fremtidige pressen.
En annen versjon av sengen med den enkleste basedesignen for stabilitet
Ved beregning av høyden på den indre åpningen av rammen, summeres følgende parametere: høyden på jekken, ønsket frie spill av stangen, tykkelsen på arbeidskroppen og delen som skal behandles. Hvis en hjemmelaget presse er laget i henhold til det første skjemaet, er designet som følger: jekken er installert på den nedre basen, og delen er i den øvre delen av rammen; kraften fra jekken til delen overføres gjennom stangen og en bevegelig arbeidsplattform som beveger seg langs føringene i sideelementene til rammen.
VIDEO
For å sikre tilbakeføring av stangen til sin opprinnelige tilstand, brukes to fjærer, hvor den nedre delen er festet til basen, og den øvre delen til den bevegelige arbeidsplattformen. Hvis du bestemmer deg for å lage en presse fra en jekk med egne hender, er det veldig viktig å beregne stivheten til fjærene riktig slik at de effektivt utfører alle funksjonene som er tildelt dem.
Når du implementerer den andre ordningen, plasseres en del på den nedre basen, og jekken er installert på en bevegelig plattform, som fjærer også er festet til, og kobler den til den øvre tverrstangen på rammen. Både i det første og det andre tilfellet, ved kontaktpunktet mellom stangen og den bevegelige plattformen eller den øvre tverrstangen på rammen, er det laget et såkalt reir, som kan brukes som et rørsegment med passende diameter .
Manglende evne til å justere høyden på arbeidsområdet forenkler designet, men begrenser bruken av pressen betydelig.
En gjør-det-selv hydraulisk presse vil være mye mer praktisk å bruke hvis du sørger for muligheten for å justere den frie jekkstangen, noe som også påvirker den tillatte høyden på arbeidsstykket. For å gjøre dette, kan du gjøre følgende.
En tilleggsplate er plassert i den øvre delen av den indre konturen av rammen, som kan bevege seg langs føringene på grunn av et skrutrekk med et ratt. Dermed er det mulig å endre klaringen innenfor et ganske bredt område for plassering av deler inne i rammen.
Du kan lage en flyttbar stopp, som oftest brukes som en mobil flyttbar plattform. Det er mulig å fikse posisjonen til en slik vekt inne i rammen ved å bruke boltede forbindelser, for hvilke hull bores i rammen med et visst trinn. I dette tilfellet bør avstanden mellom slike hull i høyden ikke overstige verdien av det frie spillet til jekkestangen.
Fra et solid stykke metall eller en metallprofil kan flere utskiftbare innsatser-pakninger av forskjellige tykkelser lages.
Du kan også bruke flere av metodene ovenfor samtidig.
VIDEO
Hvis du lager en tegning som du vil lage en presse med egne hender, sørg for å angi ikke bare dimensjonene til hovedelementene til en slik enhet og arbeidsstykket, men også dimensjonene til kanalene og annet valset metall som rammen skal lages av.
Hvis du skal lage en hydraulisk presse med egne hender, trenger du følgende verktøy, forsyninger og utstyr:
sveiseutstyr;
elektroder;
baufil eller sliper (vinkelsliper).
I tillegg trenger du følgende elementer som din fremtidige garasjepresse vil bestå av: en hydraulisk jekk, to fjærer som vil trekke den bevegelige plattformen tilbake til sin opprinnelige tilstand. Finner du en gammel brosopp som er til overs fra en reparasjon i garasjen din, kan du bruke den som trekkanordning for hjemmelagde presser med en nedre jekk. I dette tilfellet settes soppen på jekkstangen, den øvre delen av fjærene er festet direkte til den, og den nedre delen er festet på sengen.
Type og mengde materialer som trengs for å bygge en presse avhenger sterkt av det valgte designalternativet.
For å lage en presse fra en jekk, trenger du følgende rullede metall:
kanaler (ikke mindre enn 8 tall), rektangulære eller firkantede rør (med dimensjoner ikke mindre enn 40x40), hjørner med en hyllebredde på ikke mindre enn 50 mm;
stålplate med en tykkelse på minst 8 mm, som vil bli brukt som et pålitelig fundament for hele strukturen;
et stykke stålbånd 10 mm tykt - for fremstilling av føringer og stivere, om nødvendig;
et stykke rør - for å lage stikkontakter for hodet på jekkstangen.
Når tegningen av din fremtidige hydrauliske presse er klar, og alle nødvendige materialer, verktøy, utstyr og komponenter er tilgjengelig, går de direkte til produksjon. Det første du må gjøre er å kutte alt metallet, styrt av dimensjonene som er angitt på tegningen.
Et av tegningsalternativene for å lage en presse
Nå skal du lage basen til pressen, for hvilken forberedte firkantede rør sveises sammen, og en stålplate sveises på rektangelet som er dannet av dem. Deretter sveises sidene og øvre deler av rammen sammen, og sørger for at den resulterende U-formede strukturen er jevn og har strengt rette vinkler i skjøtene. Nå skal den resulterende strukturen sveises til basen, og vi kan anta at rammen for din hydrauliske press er klar.
Det neste elementet du må lage for pressen er en bevegelig plattform. For produksjonen kan du bruke en kanal, firkantet eller rektangulært rør. Et stykke rør er sveiset i den sentrale delen av plattformen, som vil tjene som en stikkontakt for hodet på jekkstangen. For fremstilling av føringer for arbeidsplattformen trenger du to stålstrimler, hvis lengde må tilsvare bredden på pressrammen langs dens ytre kontur.
En variant av utformingen av pressen med en bevegelig nedre plattform, som er festet med bolter
Stripene er festet til sidene av den mobile plattformen ved hjelp av boltede forbindelser, etter å ha drevet den inn i rammen tidligere. Et avtagbart stopp er også laget i henhold til samme skjema, men det bores hull i styrelistene på motsatt side av rammestolpene for festing i ønsket høyde. Gjør-det-selv-installasjonen av tilbaketrekkende fjærer og selve jekken fullfører prosessen med å lage en hydraulisk presse med egne hender. En slik hydraulisk presse er også praktisk fordi du alltid kan fjerne jekken fra den (for eksempel hvis du trenger å bruke den til å reparere en bil).
VIDEO
Den enkleste å sette opp og betjene er en manuell hydraulikkpumpe. Den er basert på prinsippet om fortrengning av væsker. I industrien er slike enheter ganske etterspurt, deres hovedfunksjon er pumping av drivstoff og smøremidler.
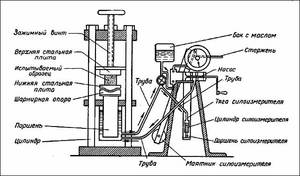
Den manuelle hydraulikkpumpen består av to hoveddeler, pumpeenheten (1) og hydraulikktanken (2). De er forbundet med en hårnål (3). Det er nødvendig å fylle på væsken gjennom hullet, etter å ha skrudd ut pluggen (4) som lukker den. Håndtaket (6) med spaken (7) driver stempelet (8) på første og andre trinn, laget i ett stykke. Pumpeenheten har en to-trinns struktur.Trinn nummer én ved redusert trykk og høyere produktivitet tjener til å akselerere bevegelsen til det hydrauliske sylinderstempelet. Trinn nummer to, ved høyt trykk og lavere produktivitet, tjener til å oppnå arbeidskraften til aktuatoren. Overbelastningsbeskyttelse er gitt av en sikkerhetsventil (9). Frigjøring av trykk og uttak av hydraulisk væske fra hulrommet i sylinderen inn i tanken skjer ved hjelp av en skrue (10).
Sørg for å inspisere verktøyet før du starter arbeidet med en pumpe, og hvis det er sprekker og fliser på overflaten, ikke bruk det. Det er viktig å sjekke om høytrykksslangen er tett koblet til håndpumpen.
Vi kobler pumpen til det hydrauliske systemet med en hurtigkobling;
Vi vrir ventilen til enden med klokken.
Sving pumpehåndtaket opp og ned med translasjonsbevegelser. Som et resultat pumpes olje inn i systemet fra pumpen. Samtidig bygges det opp trykk i systemet, og stempelet til det hydrauliske verktøyet beveger seg inn i som vi pumper olje.
I en situasjon der arbeidsstemplet til systemet som oljen helles inn i når sin endelige posisjon, vil det skapes et økt trykk i systemet, som et resultat vil det være umulig å pumpe olje. Da er det nødvendig å stoppe driften av pumpen for å unngå feil på enheten.
For å redusere trykket i systemet, vri ventilen sakte helt mot klokken. Som et resultat vil olje fra systemet strømme tilbake til pumpen. Dette gjøres ved å sette stempelet tilbake til sin opprinnelige posisjon.
Når du er ferdig med å pumpe oljen, er det verdt å inspisere det hydrauliske systemet for oljelekkasjer, og pumpen bør også inspiseres. Hvis det oppdages lekkasjer, bør de fikses umiddelbart.
Vi er klare til å tilby deg ikke bare profesjonell reparasjon av hydrauliske motorer og hydrauliske pumper, men også, som ikke er mindre viktig, deres foreløpige diagnostikk direkte på utstyret. Svært ofte er problemet med lav effektivitet av utstyrsdrift ikke forbundet med driften av disse enhetene, men med feil innstilling og justering.
Erfarne ansatte i mobile team vil ikke bare kunne diagnostisere og justere utstyret på stedet, men også, hvis det oppdages en funksjonsfeil i selve hydraulikkmotorene og pumpene, kan de demonteres for reparasjoner i et servicesenter. Du vil ikke bare spare penger, men også tid.
Serviceavdelingen til Tradition-K Company utfører vedlikehold og overhaling av aksialstempelhydraulikkpumper og hydraulikkmotorer av følgende modeller (serier) og produsenter:
serie 310, 410, 313, 303 produsert av PSM-Hydraulics;
pumper NP , hydrauliske motorer MP produksjon hydrosila ;
pumper K3V, K5V, NV og hydrauliske motorer M5XM2X produksjon KAWASAKI ;
pumper A7V, A8VO A10VO, A11VO og hydrauliske motorer A2F , A6VM produksjon REXROTH ;
pumper HPV produksjon HITACHI ;
og mange andre ledende produsenter i verden.
Vi utfører reparasjoner hydrauliske pumper og hydrauliske motorer planetarisk type, radielle stempelmotorer , vingepumper og motorer som brukes i hydrauliske systemer av maskiner og mekanismer i ulike bransjer og konstruksjon.
Under reparasjonen utføres en fullstendig feilsøking av produktet og det utarbeides et kostnadsoverslag, som beskriver de oppdagede feilene og funksjonsfeilene, angir nødvendige typer og omfang av arbeid for å reparere produktet og en liste over reservedeler brukt i reparere. Reparasjoner utføres av høyt kvalifiserte spesialister med lang erfaring i reparasjon av hydraulisk utstyr og bruk av spesialverktøy.
Avhengig av typen hydraulisk motor, hydraulikkpumpe og graden av slitasje på komponentene, basert på resultatene av feilsøking, vil reparasjonsalternativer bli tilbudt:
utskifting av tetninger;
sliping og lapping av arbeidsflater;
utskifting av lagre;
utskifting av pumpeenheter;
restaurering av landingsdimensjoner for lagre og tetninger;
restaurering (produksjon) av skroget;
restaurering eller utskifting av regulatoren.
I tilfelle av økonomisk uhensiktsmessig reparasjon, er vi klare til å tilby deg et bredt utvalg av både nye og reparerte hydrauliske enheter.
Takket være veletablerte kanaler for levering av reservedeler, leveres delene og sammenstillingene som er nødvendige for reparasjon direkte fra fabrikkene - produsenter av produktet mottatt for reparasjon.
Etter fullført reparasjonsarbeid testes alle 100 % av produktene på et spesialutstyrt hydraulisk stativ. Under testene blir det tatt avlesninger av de tekniske parametrene til produktet og en konklusjon blir gjort om hvor godt reparasjonen ble utført. På slutten av testen tas det en beslutning om produktet kan gis til kunden eller om det er nødvendig å foredle det og teste det på nytt.
Etter fullført reparasjon og bestått testene, er produktet garantert i seks måneder.
I det første trinnet av reparasjonen utføres utstyrsdiagnostikk, de identifiserte feilene og årsakene deres blir evaluert. Elimineringsalternativer, risikoer og kostnader identifiseres. Etter avtale om pris, vilkår og typer arbeid med kunden, utføres reparasjons- og vedlikeholdsarbeid:
Feilsøking av produkter inkluderer demontering, identifisering av årsakene til feil, rengjøring av deler;
utskifting av komponenter: pumpeenhet, vugge, roterende plate, lagre ...;
utskifting av slitte deler og sammenstillinger: fordelere, foringer, regulator, aksel, RTI-tetninger;
eliminering av forurensning, slitasje og dets spor;
restaurering av tetthet av låseelementer;
justering av ventilregulatorer;
Montering utføres ved bruk av nødvendige materialer og utstyr for pålitelig forsegling, sliping av komponenter og deler. Ytterligere tester utføres ved hjelp av et spesialisert stativ. Tekniske indikatorer sjekkes for samsvar, gjenopprettede noder pumpes.
Basert på resultatene av kontrollen kan det foretas ytterligere finjusteringer eller det kan utarbeides en rapport som leveres til kunden sammen med den reparerte hydraulikkpumpen.
Vår fordel er muligheten til å reparere alle typer importerte hydrauliske pumper: radial- og aksialstempel, gir, gerotor, manuell og vinge. Alt arbeid utføres på stedet, noe som sparer mye tid og penger.
Du kan bestille reparasjon av hydrauliske pumper av ulike merker hos oss: Caterpillar, DAEWOO, Denison Hydraulics, EATON, Hitachi, Kawasaki, KAYABA, Komatsu, Linde, NACHI, Parker, Rexroth Bosch, Sauer Danfoss, TOSHIBA, VICKERS, etc.
Et slikt problem oppsto, fordi det i hydraulikk ikke er i tannen med en fot, men en press er nødvendig for å fungere.
Også, ble kjøpt her er en manuell hydraulisk pumpe.
Hva skal være oljenivået i pumpen, hvilke ventiler skal være åpne eller lukkede!
Medlemmer
5322 meldinger
By: Krasnoye Selo
Navn: Maxim
Medlemmer
5322 meldinger
By: Krasnoye Selo
Navn: Maxim
Medlemmer
922 meldinger
Medlemmer
26 meldinger
Medlemmer
26 meldinger
Medlemmer
26 meldinger
Stengeventilen for oljetilførselen fungerer ikke, det kan nemlig være synker på halsen (landingen) på ventilen, eller selve kulen i vaskene. Det er nødvendig å demontere og sjekke om det virkelig er skjell, plukke opp en ball i størrelse, og deretter klinke et nytt sete med det. Enten fungerer ikke trykkreduksjonsventilen, det er også vasker, eller trykkplaten (fjæren) til denne ventilen er ikke strammet eller er helt fraværende. Det er ikke nødvendig å synde på luften, hvis pumpen trykker, vil luften plystre tilbake i pumpen når returledningen åpnes.
Han selv gikk gjennom alt dette, som de sier: "Jeg spiste hunden"
Hvordan kan du lage en høytrykkspumpe? Hvor kan jeg finne en god trinn-for-trinn-instruksjon med bilder eller videoer?
Hvordan kan du lage en høytrykkspumpe?
Den enkleste metoden for å lage en høytrykkspumpe er å endre litt på bilens hydrauliske jekk. For eksempel har en 3-tonns jekk med en sylinderdiameter på 28 cm et areal lik 6,15 cm2. Dette lar deg få et trykk på 488 atmosfærer. Transformasjonen av jekken til en pumpe består i å erstatte den lange stangen med et kort stempel, og en plugg er festet på toppen. I korken skal det lages hull til ventil, påfyllingsslange og trykkmåler som monteres der. For å betjene pumpen brukes en sylinder, der det er en arbeidsgass ved et trykk på 300 atmosfærer.
Hvor kan jeg finne en god trinn-for-trinn-instruksjon med bilder eller videoer?
Jeg tror at for en slik nyinnspilling er det ikke nødvendig med trinnvise instruksjoner. Jeg legger ved et diagram over driften av jekken før og etter endringen, samt et bilde av den sammensatte pumpeenheten. Hvis noe ikke blir forstått, se videoen
VIDEO
Reparasjon av hydrauliske pumper er ofte nødvendig når det oppstår problemer med slikt spesialutstyr. Ofte krever ikke en slik situasjon intervensjon fra kvalifiserte spesialister, og med lite spesifikk kunnskap kan du fikse det selv.
Det foreslås å bli kjent med de vanligste funksjonsfeilene og måtene å eliminere dem fra artikkelen.
Driften av enhver hydraulisk pumpe er basert på prinsippet om sug og utslipp av væske.
De viktigste strukturelle elementene:
En væske beveger seg mellom dem, som, når du fyller injeksjonskammeret, begynner å legge press på stempelet, forskyve det og informere arbeidsverktøyet om bevegelse.
De viktigste driftsparametrene for alle typer hydraulikkpumper:
Motorakselhastighet, målt i rpm.
Arbeidstrykk i sylinderen, i bar.
Volumet av arbeidsvæske, i cm³ / omdreininger, eller mengden væske som fortrenges av pumpen i én omdreining av motorakselen.
De viktigste typer utstyr:
Manuell hydraulisk hydraulikkpumpe . Dette er den enkleste enheten som fungerer etter prinsippet om væskefortrengning.Når håndtaket trykkes inn, beveger stempelet seg oppover, noe som skaper en sugekraft og gjennom KO2-ventilen kommer væske inn i kammeret som forskyves når håndtaket løftes.
Fordelene med slike enheter:
lav ytelse sammenlignet med drivenheter.
Radialt stempel. Kan utvikle trykk opp til 100 bar, ha lang arbeidsperiode. Radialstempelpumper kan være av to typer:roterende. I slike enheter er stempelgruppen plassert inne i rotoren, fra sin rotasjon gjør stempelet frem- og tilbakegående bevegelser, vekselvis dokking med hullene for å drenere væsken gjennom spolene;
Enheten til en roterende radial stempelpumpe
med eksentrisk skaft. Forskjellen er plasseringen av stempelgruppen inne i statoren; slike pumper distribuerer væske gjennom ventiler.
høy pålitelighet;
arbeid utføres med høyt trykk, noe som øker produktiviteten;
under drift skaper et minimumsnivå av støy.
når væske tilføres, et høyt nivå av pulsering:
stor masse.
Aksialt stempel. Dette er den vanligste typen utstyr.Avhengig av plasseringen av rotasjonsaksen til motoren kan være:
Fordelene med slike pumper:
høy effektivitet;
høy ytelse.
høy pris.
Girpumper er roterende utstyr . Den hydrauliske delen av designet består av to roterende gir, deres tenner fortrenger væske fra sylinderen ved kontakt. Girpumper kan være:med eksternt engasjement;
med innvendig giring, der girene er plassert inne i huset.
Bildet viser typene girpumper.
Gir brukes i systemer hvor driftstrykknivået ikke overstiger 20 MPa.De er mest brukt i landbruks- og anleggsutstyr, forsyningssystemer for smøring av komponenter og mobil hydraulikk.
Enkelt design.
Små størrelser.
Lett vekt.
Lav effektivitet, opptil 85 %.
Små svinger.
Kort levetid.
Tips: For å øke levetiden til den hydrauliske pumpen, er det nødvendig å følge bruksanvisningen strengt.
Nesten alle sammenbrudd som oppstår under drift av hydrauliske pumper er et resultat av faktorer som:
Manglende overholdelse av reglene for utstyrshåndtering og forsømmelse under vedlikeholdet:
utidig utskifting av olje og filtre;
eliminering av lekkasjer i hydraulikksystemet.
Feil ved valg av hydraulikkvæske eller olje.
Bruk av tilbehør som ikke samsvarer med pumpens driftsmåte.
Feil maskinvareoppsett.
Tabellen gir en liste over de vanligste feilene og deres løsninger:
Gap i koblingen til kontrollmekanismen.
Lagersetetapper ødelagt.
Kanalen mellom kontrollspolen og stempelet er skitten.
Beslag på overflaten av stempelet hindrer dets jevne bevegelse
Kontroller og reparer om nødvendig hydraulikkpumpen
Motstanden til den hydrauliske ledningen mellom de eksterne elementene til trykkkompensatoren og kontrollpanelet har økt.
Lavt kontrolltrykk
Sett opp utstyrskontrolltrykk
Drivakselens splines er utslitt.
Slitte eller skadede stempelsko eller selve stemplene
Lagre utslitt
Trykkkompensatoren er feil innstilt.
Spolen til kontrollmekanismen har gått i stykker.
Kontrollsnellefjærer skadet eller ødelagt.
Det har dannet seg anfall på spolen eller i hullet.
Skadede eller ødelagte kontrollsylinderfjærer.
Feil på elementer i den eksterne trykkkompensatorkretsen
Minste driftsvolum for utstyret er satt for høyt.
Lagerflatene til den hydrauliske pumpeholderen og sadlene til trykklagrene er slitt eller skadet
Kontroller og reparer om nødvendig hydraulikkpumpen
Kanalen fra utløpskanalen til kontrollspolen er skitten
Det er et lavt nivå av arbeidssammensetning i tanken.
Lavt trykk ved innløpet til hydraulikkpumpen.
Overflatene mellom sylinderblokken og fordeleren er slitt eller skadet.
Dårlig kjøling av varmeveksleren. Det er nødvendig å inspisere varmeveksleren, spyle og rengjøre kjøleflatene.
drevet av væske under høyt trykk. Den hydrauliske pressen er basert på Pascals lov.
Enheten har to sylindre eller kamre. I en mindre bringes væsken til en tilstand med høyt trykk, og overføres gjennom en spesiell kanal eller rørledning til et stort arbeidskammer, der den innkommende væsken danner en kraft på stempelet, og overfører den til arbeidsstykket med hjelp av et aktiveringsverktøy. Viktig betingelsen for driften av pressen er installasjon av et stopp , som ikke tillater bevegelse av arbeidsstykket eller delen under påvirkning av arbeidsstempelet. Ulike oljer brukes som væske.
Som regel i moderne industrielle hydrauliske presser plasseringen av arbeidskammeret er vanligvis vertikal , men den kan også være horisontal. Med hensyn til formålet og typen materialer som behandles, utvikler denne enheten krefter fra titalls til tusenvis av tonn med trykk.Pressen brukes ofte i metallbearbeiding til smiing, stansing, bøying og retting, ekstrudering av rør og profiler, samt til pakking, brikettering, pressing av ulike materialer, produksjon av barbering, plast, gummiprodukter og i mange andre virksomhetsområder .
VIDEO
Innkjøp av en fabrikkprodusert presse vil koste et betydelig beløp. Men dette verktøyet kan lages for hånd , bruker kun på nødvendige materialer. Dessuten er det mulig å lage en enhet tilpasset og tilpasset spesifikke behov, under hensyntagen til nødvendige oppgaver. Siden en hjemmelaget hydraulisk presse uansett vil trenge et bestemt sted, kan den i fravær av et verksted installeres i garasjen.
VIDEO
For hjemmeforhold er en presse nok, som skaper styrker på 15-25 tonn eller mindre - det avhenger av de nødvendige oppgavene. I tillegg til innsats har denne enheten følgende hovedkriterier:
dimensjoner;
ytelsesegenskapene til sengen;
tilstedeværelsen av et manometer;
stempelslag.
I arbeidssylinderen brukes som regel en separat manuell eller innebygd hydraulikkpumpe for å skape trykk. Dette vil avhenge av valg av pressmonteringsutstyr. Den enkleste, lettproduserte versjonen av pressen er Designet er basert på en hydraulisk jekk av flasketypen hvor den innebygde håndpumpen er plassert.
Før du begynner å montere en hydraulisk presse med egne hender, må du bestemme for hvilke behov den skal brukes, og selvfølgelig hvilken innsats den trenger. Deretter du må velge og kjøpe den nødvendige jekken , i tilfelle den brukes til fremstilling av pressen.
Det neste, viktigste stadiet er å lage en tegning av den sammensatte pressen. Alle tegninger som tilbys på Internett for produksjon av en hydraulisk presse er utviklet og laget på grunnlag av hydraulisk utstyr og metallmaterialer som allerede er tilgjengelige. Derfor, hvis du strengt følger andres ordninger, kan det å lage en presse med egne hender ta evigheter og vil bestå i å tilpasse og endre ordningen som er grunnlaget for den kjøpte hydrauliske jekken.
Når du lager en tegning, må du først velge en ordning for driften av utstyret:
jekken er festet på toppen av rammen og presser ned;
jekken er plassert på bunnen av rammen og presser oppover.
Og ikke glem at for produserte jekker er den normale arbeidsposisjonen, som leveres av fabrikken, vertikal, med utgangsstangen opp. Du kan ikke snu jekken!
Oftest er det andre alternativet valgt. Den første er mer praktisk for visse typer arbeid, for eksempel for å presse lagre ut av noen deler, foringer.
VIDEO
pressen vil begynne å trykke opp og ned samtidig prøver å bryte rammen. Bunnen av rammen må gi tilstrekkelig stabilitet til pressen og, best av alt, være i form av en plattform. Bredden på åpningen til rammen vil avhenge av dimensjonene beregnet for pressing av materialer, men den må ikke være mindre enn summen av breddene til elementene i presseutstyret.
Høyden summeres fra dimensjonene til jekken, den nødvendige frie bevegelsen til stangen, høyden på delene beregnet for pressing og tykkelsen på det mobile skrivebordet. I skjemaet til det andre arbeidet er jekken festet til basen, og toppen av rammen tjener som vekt på produktene. Trykket fra stangen overføres til arbeidsstykket ved hjelp av et bevegelig arbeidsbord. Den er installert på toppen av jekken på sengen, langs hvilken den må bevege seg fritt opp og ned holdes av førerne på sidene.
Fjærer er festet på begge sider av jekken: med ett øye til bunnen av rammen, og det andre - til det bevegelige bordet. Deres formål er å komprimere jekken til sin opprinnelige tilstand, når stangen ikke stikker ut (størrelsen og stivheten til fjærene velges deretter). Du kan også gjøre et alternativ når en dorformet enhet settes på stangen, hvor det ene øyet er festet, og det andre er festet til basen.
Det første driftsskjemaet til pressen innebærer at bunnen av rammen vil være vekten for produktene, og jekken er festet til et bevegelig bord hengt opp fra toppen av rammen på fjærer. Under bunnen av jekkstangen i to ordninger er det laget et reir på grensesnittnoden. Det kan være et lite stykke rør med passende diameter.
For å regulere den frie bevegelsen til jekkstangen og selvfølgelig høyden på arbeidsstykkene, er følgende løsninger mulige:
sørge for installasjon av utskiftbare innsatsforinger fra en hul eller solid metallprofil;
lag et avtagbart stopp i form av et bevegelig skrivebord, som kan festes på sengen med stenger eller muttere og bolter. For dette lage hull i rammen med en avstand i høyden mindre enn bevegelsen til jekkstangen;
et skrutrekk med et ratt er installert på toppen av rammen. Ved å stramme skruen med platen i enden kan du redusere klaringen for produkter inne i rammen;
kombinert bruk av alternativene ovenfor.
Alle dimensjoner i prosjektet må angis under hensyntagen til dimensjonene til pressgjenstandene, jekken, samt dimensjonene til det tiltenkte valsede metallet for bruk under fremstilling av pressen med egne hender.
VIDEO
vinkelsliper eller baufil;
elektroder;
sveisemaskin.
I rollen som en kraftenhet - en ervervet hydraulisk presse. Dør fjærer fra forsetene på bilen eller andre passende. Når jekken er i nedre posisjon, kan brosoppen velges som et element i inntrekksinnretningen. Den settes på stangen, fjærene er festet til den og bunnen av sengen.
Detaljer som kan være nødvendig:
et stykke metallplate fra 8 millimeter - hvis gulv er nødvendig på basen eller andre deler av strukturen for å jevne overflaten;
kanal mer enn nr. 8, firkantet eller rektangulært profilrør fra 35x35 mm, hjørne fra 45x45 mm - for rammen, dens base, mobilt skrivebord, avtagbart stopp;
et stykke rør for hodet på stangen (av den aktuelle delen, omtrent 1 cm lang);
metalllist 1 cm - for stivere som styrer rammen (om nødvendig).
VIDEO
metall kuttet i størrelse beskrevet på tegningen. Lag alle nødvendige hull, hvis de er gitt av prosjektet, på de spesifiserte delene.
Etter det sveises en ramme fra segmenter av et firkantet profilrør, sømmene på skjøtene kokes nedenfra og ovenfra. Ovenfra, ved sveising, er en metallplate av ønsket størrelse festet. Også ved hjelp av en sveiseenhet lager de en U-formet struktur med tydelig rette vinkler, den er sikkert festet til basen og rammen er klar.
Sett sammen et mobilt arbeidsbord. For hva du kan velge rør eller kanal , kuttet til en størrelse mindre enn mellomavstanden til rammestolpene. Et rørstykke er sveiset til kanalen under jekkstangen.I rollen som bordguider velges vanligvis deler av stripen med en lengde lik bredden på rammen. Etter å ha ført kanalen mellom stativene på rammen, er strips installert på siden og hele strukturen er festet med muttere og bolter. Det er også montert en avtagbar justerbar stopper, men det lages hull i listene overfor stativene for montering i ønsket høyde.
Etter, på de angitte stedene, er fjærene festet på en praktisk måte. De trekker den mobile skrivebordet og fikser jekken - en hydraulisk presse laget av en selv er klar. Hvis det ikke er nødvendig, kan jekken enkelt fjernes og brukes til det tiltenkte formålet.
Video (klikk for å spille av).
VIDEO