I detalj: gjør-det-selv dieselmotor sylinderhodereparasjon fra en ekte mester for my.housecope.com.
Reparasjon av hodet begynner med en grundig vask med parafin eller løsemiddel. Vi fjerner karbonavleiringer fra forbrenningskammeret og fra ventilplatene med en metallbørste klemt fast i chucken til en elektrisk drill. Når du demonterer ventilmekanismen, trenger du for eksempel en ventilknekker, som vist på bildet nedenfor, men den mest effektive er lett å lage med egne hender, i henhold til tegningene publisert i denne artikkelen.
Før og etter demontering, inspiser sylinderhodet nøye. Sprekker, sjetonger på noen steder i hodet er ikke tillatt. Hvis det er mistanke om at kjølevæske har kommet inn i oljen, sjekker vi hodet for lekkasjer, for dette er det nødvendig å plugge hullene i kjølekappen og senke hodet i varmt vann, injisere trykkluft inn i det med et trykk på 1,5 - 2,0 kg. Innen 1,5 minutter skal ingen luftbobler observeres. Mer detaljert om en slik sjekk, samt om reparasjon av et sprukket hode, skrev jeg her.
Saler ventiler. Formen på avfasningene til ventilsetene er vist på bildet. På arbeidsfagene til setene i kontaktområdet med ventilene skal det ikke være korrosjon, gropdannelse, utbrenthet og skade. Vi eliminerer små skader ved å fjerne (så lite metall som mulig) med et spesielt sett med kuttere med guider (for eksempel et høykvalitetssett fra det amerikanske selskapet NYUWEY). Jeg skrev om dette i detalj i denne artikkelen.
Vask deretter hodet, setene og oljekanalene grundig og blås dem deretter ut med trykkluft.
Ventilføringer. Vi sjekker gapet mellom henholdsvis styrebøssingene og ventilstammene ved å måle ventilstammen med et mikrometer og boringen til styrebøssingen med en boringsmåler. Klaring for nye foringer: 0,022 - 0,055 mm for inntaksventiler og 0,029 - 0,062 mm for eksosventiler. Når den bæres, er maksimalt tillatt klaring 0,3 (i fravær av økt støy). Hvis den økte klaringen mellom føringen og ventilen ikke kan elimineres ved å erstatte den med en tykkere ventil, så bytter vi styrebøssingen (vi presser den ut) - les om det her.
Video (klikk for å spille av).
Det er mulig å øke diameteren på ventilstammen ved forkromning, forutsatt at det ikke er noe trinn (ujevn diameterslitasje) på stammen. Hvis nye bøssinger presses inn (det er bedre å bestille bronsebøssinger for en dreier), må de etter å ha presset dem ut med en spesiell reamer med lang føring. Deretter sliper vi ventilene til salene med lapppasta (gjerne vannbasert) - les her hvordan du gjør det riktig.
Vi sjekker også ventilene med en måleindikator for fravær av stangkrumning, ruller ventilen i to små prismer og ser på avvikene til indikatorpilen. Avvik selv i noen få hundredeler av en mm. uakseptabelt. Oljepakninger erstattes selvfølgelig med nye.
Ventilfjærer inspiser for sprekker, kontroller elastisiteten.
Pushere ventiler: vi sjekker deres arbeidsoverflate (gnidning), den skal ikke ha skraper og riper.
Kamaksel , arbeidsflatene på kammene, overflatene under pakkboksen, samt eksentrikken (ikke alle) blekes eller sementeres for å øke slitestyrken, disse overflatene må være polerte og ikke ha riper, riper og slitasje i form av skraper, trinn.
Hvis det er dype farer og de ovennevnte defektene, må akselen skiftes ut. Vi installerer kamakselen på to prismer og kontrollerer den radielle utløpet ved hjelp av indikatorstativet.Utløpet av tappene til lagrene og baksiden av kammene bør ikke overstige 0,02 mm. Vel, jeg anbefaler deg å lese hvordan du kan øke ressursen til en vanlig kamaksel her.
Lagerhus Kamakslene skal være fri for sprekker og skader, og lagerflatene under kamakseltappene skal være fri for hakk og riper. Avstanden mellom kamakseltappene og lagerhullene bestemmes ved å måle disse delene og trekke fra den største den minste (mikrometer og innvendig måler).
Også gapet kan bestemmes ved hjelp av en plastkalibrert ledning (beskrevet på eksempelet på en veivaksel) Estimert gap for nye deler: 0,069 - 0,11 mm, og maksimal tillatt slitasje: ikke mer enn 0,2 mm. Etter å ha erstattet deler som ikke passer inn i de maksimalt tillatte hullene, gjenstår det å montere alt. Etter fresing av setene og lapping av ventilene på ventilen ved kontaktpunktet med setet, skal det være en tynn (1 - 1,2 mm) matt stripe, uten brudd i en sirkel.
Etter montering av ventilmekanismen (tørking), kontrollerer vi ventilene for lekkasjer, for dette fyller vi forbrenningskamrene med parafin, i minst to minutter, og helst fem, det skal ikke være noen siver av parafin mellom salene og ventilene. Installer deretter hodet på blokken, selvfølgelig, installer en ny pakning mellom dem.
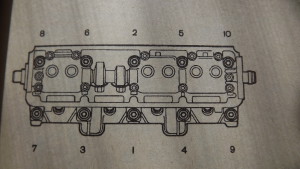
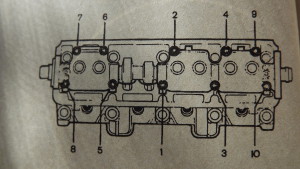
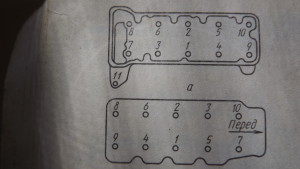
Rekkefølgen for å stramme hodeboltene og lagerhusmutrene er vist på bildet nedenfor. Ved tiltrekking bruker vi en momentnøkkel, og vi finner nødvendig tiltrekkingsmoment for boltene i manualen til motoren vår. Det gjenstår å sette på og stramme drivremskiven og justere de termiske gapene.
ventilsprekkverktøy
Justering av termiske gap.
Termiske ventilklaringer på hver motormodell har en annen verdi, mer på dieselmotorer, mindre på bensinmotorer, og hver produsent skriver sin egen verdi i manualen eller på ventildekselet (for eksos er det alltid mer, siden det er mer oppvarming).
Jeg vil beskrive justeringen av hullene, og hvis det er noen tall, er dette bare en omtrentlig verdi. Generelt er det to hovedmåter å justere på: ved å bytte ut shims (på nyere motorer), og på eldre (klassiske) motorer, ved å bruke justeringsbolter med låsemutter.
Shim måte: til å begynne med setter vi kamakselen i henhold til merkene (vanligvis på remskiven og hodekoblingen med blokken), men vi dreier veivakselbolten bare med klokken og dreier den deretter ytterligere 40 -50 °. Dette er 2 - 3 tenner på kamakselskiven, mens det vil være en forbrenningsfase i første sylinder.
Vi måler ventilklaringene til den første sylinderen med en følermåler, og hvis klaringene er større enn normalt, husk hvor mye mer, trykk deretter på skyveren og fjern justeringsskiven. Vi måler tykkelsen med et mikrometer. Vi bestemmer tykkelsen på den nye skiven i henhold til formelen: T \u003d B + (A - B), der T er tykkelsen på den nye skiven, A er det målte gapet, B er tykkelsen på den fjernede skiven, B er det nominelle gapet mm.
For eksempel: A \u003d 0,28 mm; B = 3,80 mm; B \u003d 0,25 mm, så får vi T \u003d 3,80 + (0,28 - 0,25) \u003d 3,83 mm - tykkelsen på den nye skiven. Etter å ha trukket skyveren (med en spesiell dor), installerer vi en tykkere ny skive, så kontrollerer vi at sonden skal gå inn mellom skyveren og kammen med en liten klype. Det gjenstår å sekvensielt dreie veivakselen en halv omdreining (og merket på kamakselskiven roterer 90 °) og justere klaringene på ventilene til de gjenværende sylindrene.
Metode medjusteringsbolter enda enklere. Først setter vi også kamakselen til merkene, som tilsvarer slutten av kompresjonsslaget til stempelet til den første sylinderen, kontroller gapene til begge ventilene med en sonde, og hvis sonden passerer fritt eller ikke passerer i det hele tatt , gjør vi en justering.
For å gjøre dette setter vi en skiftenøkkel på justeringsbolten, og en åpen skiftenøkkel på låsemutteren og løsner denne låsemutteren.Deretter setter vi inn en sonde mellom justeringsbolten og ventilstammen og vrir bolten, og sørger for at sonden glir med en liten innsats, når vi har oppnådd det, tar vi ut sonden og strammer låsemutteren, og sørger for at justeringsbolten forblir på plass (ruller ikke).
På samme måte justerer vi hullene i 3, deretter 4 og 2 sylindre, og dreier veivakselen 180 ° etter hver sylinder (kamakselen vil dreie henholdsvis 90 °). Det er alt, lukk ventildekselet.
Du kan lese mer om justering av ventilklaringer her.
Ofte, på motorer som har vært drevet med feil termiske klaringer, brenner ventilplatene, ved kontaktpunktet med setene, og mister tettheten. Fra dette synker kompresjonen i sylindrene naturlig, og følgelig synker motorkraften.
Du kan få motoren tilbake til sin tidligere styrke ved å klappe ventilene. Hvordan og ved hjelp av hva du skal gjøre det riktig, kan du lese i denne nyttige artikkelen. Vel, jeg skrev en egen detaljert artikkel om enheten, vedlikehold og reparasjon av motorhodet her.
Jeg håper denne artikkelen om reparasjon av sylinderhodet vil være nyttig for nybegynnere, lykke til alle.
La oss starte med å definere begrepene. Sylinderblokken til en moderne bil er grunnlaget for motoren, som de resterende komponentene til motoren er montert på: sylindre, veivaksel, oljepanne, sylinderhode.
Det er nettopp funksjonsfeilen og reparasjonen av sylinderhodet, vi er interessert i. Er det mulig å reparere sylinderhodet med egne hender i et garasje-hjem-miljø? Og håndverkere svarer utvetydig - ja, gjør-det-selv sylinderhodereparasjon er mulig.
La oss starte med å klargjøre at reparasjonen av sylinderhodet er en kompleks operasjon og vil kreve fra deg: litt forståelse av blokkstrukturen, tilstedeværelsen av et spesielt låsesmedverktøy og muligheten til å bruke det.
Elementært verktøy som er nødvendig for reparasjon av sylinderhodet
Dor for pressing av oljetetninger.
Mikrometer for måling av ventiler og styreforinger.
Rømmer for rømme nye foringer.
Dor for pressing av foringer.
Dor for pressing av foringer.
Innretninger for å knekke ventilfjærer.
Et sett med forsenkninger for restaurering av ventilseter.
Varmeplate for oppvarming av sylinderhodet under feilsøking og før pressing av foringene.
Ikke glem nødvendige reservedeler og etiketter
Som regel krever nesten enhver reparasjon av sylinderhodet demontering. Unntak er for eksempel utskifting av ventilstammetetninger. Derfor, før du begynner å demontere sylinderhodet, tenk på å kjøpe det nødvendige settet med reservedeler.
Dagens marked tilbyr hodesett (eller forenklet sagt toppsett), som inkluderer sylinderhodepakningen og alle tetningene og pakningene som er over hovedpakningen.
Vel, verktøyet og minimumssettet er klart, vi begynner å feilsøke sylinderhodet.
Før demontering må vi kontrollere den relative posisjonen til veivakselen og kamakselen i henhold til merkene. Opp til det punktet at vi bruker tilleggsmerker selv.
For spesifikke bilmodeller er sylinderhodedemonteringsteknologien beskrevet i manualene. Men funksjonene til noen operasjoner er verdt å huske.
Vi løsner hodemonteringsboltene fra midten med 0,5-1 omdreining vekselvis. Bolter med innvendige slisser må forhåndsrenses for karbonavleiringer, ellers truer en løst innsatt nøkkel med havari og problemer under demontering;
Når du demonterer sylinderhodet, hvis det ikke er et diagram for tilkobling av alle slags vakuumrør, må du skissere dette diagrammet selv, etter å ha påført de riktige merkene tidligere.
Når du fjerner ventilfjærene, bruk avtrekkere for å tørke dem ut, men ikke "sterk hammer"-prinsippet.
Sylinderhodets tilstandsovervåking
Faktisk er det ikke så mange grunnleggende parametere i sylinderhodet som må sjekkes før du begynner å reparere sylinderhodet. Så la oss begynne å se etter typiske sylinderhodefeil.
Sylinderhodets bunnplan. Den kontrolleres ved hjelp av en buet linjal og et sett med sonder. Linjalen plasseres langs hodets diagonaler på planet og tykkelsen på gapet bestemmes ved hjelp av en følemåler. Hvis gapet er mer enn maksimalt tillatt gap på 0,05-0,06 mm, er det nødvendig med sliping av sylinderhodet.
Slitasje på kamakseltappene og lagrene. Alle diametre måles med et mikrometer og sammenlignes med de maksimalt tillatte verdiene for en bestemt motormodell. Basert på måleresultatene tas det en beslutning om type reparasjon eller utskifting av deler. Ikke glem å visuelt evaluere overflatenes ytre tilstand. De skal ikke ha tydelige tegn på mekanisk skade: riper, fliser, riper, spor osv.
Kontroll av slitasje på ventilstammer og foringer. Produsert med mikrometer på flere kontrollpunkter på stangen rundt omkretsen. Ventilen byttes ut hvis diameterforskjellen overstiger de maksimalt tillatte parameterne spesifisert av produsenten.
Hvis du ikke har en slik innretning som en boremåler for å bestemme slitasjen på styrebøssingene, kan det bestemmes av ventilens (nye) tilbakeslag i bøssingen. Som regel erstattes foringer med nye.
Slitasje på slike deler, som: saler, spaker, vippearmer, cams bestemmes visuelt. Hvis avfasningen på ventilen er "mislykket", men stammen er i orden, blir den behandlet, og ventilen kan gjenbrukes.
Andre sylinderhodedefekter kan også bestemmes visuelt. Tilstedeværelsen av grader og seriffer på overflaten av blokkhodet elimineres ved å slipe sylinderhodet for å eliminere den utette forbindelsen mellom sylinderhodet og selve blokken.
Dermed utfører vi reparasjonen av sylinderhodet samtidig med feilsøking, som de sier, når problemer kommer.