I detalj: gjør-det-selv lastebilreparasjon fra en ekte mester for nettstedet my.housecope.com.
Havari av enhver bil er en svært ubehagelig hendelse, i de fleste tilfeller medfører det betydelige kostnader. Hva kan vi si om sammenbruddet av lastebiler, maskiner som er designet for å transportere varer hver dag rundt i byen, landet og i utlandet, og problemer som kan redusere eller til og med stoppe produksjons- og handelsprosesser betydelig, fordi lastebiler transporterer utstyr, maskiner, møbler, byggematerialer, mat, industrivarer. Selvfølgelig, for å forhindre uventet sammenbrudd og feil på utstyr, er det nødvendig å overvåke det og med jevne mellomrom sende det til kvalifisert diagnostikk på spesialutstyr. Avhengig av type og produsent, må regelmessig inspeksjon og reparasjon av lastebiler utføres hver 20-120 tusen kilometer.
Rettidig inspeksjon av bilen og diagnostikk forlenger levetiden ikke bare for bilen som helhet, men også for hver enkelt del eller sammenstilling. Kontrollene utført i tide gjør det mulig å forhindre uunngåelig i andre tilfeller utskifting av enheter, deler eller mekanismer til en lastebil.
Vanligvis er årsakene til at det er nødvendig å utføre reparasjonsarbeid, ulike skader på bilen på grunn av en ulykke, funksjonsfeil i girkassen, slitasje på deler, ustabil funksjon av chassiset, etc.
På grunn av særegenhetene til lastebiler er det ikke en lett oppgave å reparere slike kjøretøyer. Dimensjonene krever nok plass og kraftig utstyr, og funksjonene og spesifikke tekniske krav til modeller fra ulike produsenter krever en viss mengde kunnskap og kvalifikasjoner. Tross alt overstiger kostnadene for spesialutstyr og lastebiler vanligvis kostnadene for personbiler, og deres design og arrangement er mye mer komplisert. I tillegg fører alle slags modulære design og ofte sjeldne lastebildeler til et langt søk etter reservedeler, for hvis tjenesten du bestemmer deg for å kontakte ikke spesialiserer seg på reparasjon av lastebiler, er det usannsynlig å raskt finne originale reservedeler deler til en rimelig pris. Også gitt særegenhetene ved å montere "arbeidshester" fra forskjellige produsenter, veldig ofte for reparasjon av motor, chassis, girkasse og andre mekanismer, er det nødvendig å ha spesielt moderne teknologisk utstyr.
Video (klikk for å spille av).
Avhengig av arbeidets omfang er det tre typer lastebilreparasjoner: planlagt inspeksjon, mindre reparasjoner og større reparasjoner. I dette tilfellet inkluderer inspeksjonen diagnostikk og kontroll av mekanismer. Mindre reparasjoner inkluderer arbeid som karosserireparasjon (maling og fjerning av karosserideformasjoner), endring av enkelte deler eller sammenstillinger. Men under en større overhaling blir lastebilen fullstendig demontert, de elektriske ledningene endres, girkassen, motoren, chassiset og andre vitale deler av bilen blir overhalt.
På grunn av det faktum at lastebiler regelmessig dekker hundrevis av kilometer med ujevne veier, mens de jobber under ganske tøffe klimatiske forhold, er lastebilreparasjonstjenester i vårt land ganske etterspurt. Og etterspørsel skaper tilbud - og nå tilbyr dusinvis av bedrifter å reparere bilen din. Men husk, når du velger en tjeneste, er det veldig viktig å ikke feilberegne og komme til spesialistene som garanterer godt strammede muttere, riktig installerte mekanismer, godt koordinert og nøyaktig drift av enheter og mekanismer og, selvfølgelig, en generell høy- kvalitetsresultat.
Du kan lese om sveising av bilkarosseri her.
En ramme i en bil kalles en kraftramme, som fungerer som grunnlag for å feste alle
kroppsdeler, motor, girkasse, drivverk, etc. Det er vanligvis nødvendig å ty til slik teknologi som sveising av en ramme med mindre deformasjoner av denne delen. For eksempel, hvis det er dannet sprekker, sjetonger, folder, vil det i dette tilfellet være tilrådelig å tilberede rammen. Imidlertid bør sveiseteknologien overholdes strengt, fordi ikke bare kvaliteten på rammen vil avhenge av dette, men også i fremtiden sikkerheten ved bruk av bilen.
Svært ofte kan lastebiler, for eksempel KAMAZ, som transporterer store laster, svikte rett på motorveien. For å forhindre at en slik ubehagelig situasjon oppstår, bør du hele tiden overvåke rammens tilstand og utføre rettidig reparasjon av denne delen.
For at forbindelsen skal være sterk og pålitelig under sveising av lastebilrammen, må en rekke regler og krav overholdes.
Det første som er verdt å merke seg er behovet for å sikre at metallet ikke overopphetes i området der sømmen dannes. Det er nødvendig å koke sømmen i små stykker, hvis lengde ikke overstiger 5 mm.
Pass på å vente en stund til sveisen er avkjølt.
Deretter må du behandle kantene. Dette gjøres ved hjelp av en plasmakutter eller kvern, fordi dette er det mest passende alternativet for å kutte metall.
Når du sveiser rammen, sørg for at overgangene fra sekundærmetallet til hovedmetallet er så jevne som mulig. Vær forsiktig så du ikke lager underskjæringer, som det er denne defekten som vil føre til at rammen sprekker. I tillegg må roten kokes langs hele lengden, ellers vil hele prosessen være meningsløs.
Tatt i betraktning at det er ganske vanskelig å jobbe med mange lastebiler, som ikke er veldig store i størrelse, og rammen er svært ofte utsatt for brudd, uavhengig av kvaliteten på sømmen, er det bare én vei ut - du må styrke stedet for sammenbruddet. En kanal og en boltforbindelse er egnet for dette.
Før du fortsetter direkte til sveiseprosessen, bør delen være godt forberedt. Det er viktig å identifisere skaden riktig, for dette er det nødvendig å fjerne alle kroppselementer og inspisere det berørte området. Stedet hvor sprekken ender må bores ut. Dette vil bidra til å forhindre skade i å utvikle seg.
Råd! Bruk bor med en diameter på 5 mm.
Slike sveisearbeider utføres med en halvautomatisk enhet.
Lær mer om sveiseprosessen. Som allerede nevnt, utføres sveiseprosessen i flere omganger.
Ved første pass av brenneren - roten kokes. Prooking utføres med elektroder, som er en ledning med en tykkelse på 1,2 mm med Sv08-indeksen. Sveisearbeid utføres under påvirkning av en strøm på 100 A. På andre og tredje passering skal strømindikatoren være 110 A med samme sveisetråd, mens perlene skal være så tynne som mulig og overlappe hverandre. På den fjerde passeringen øker strømmen til 120 A.
Det er viktig at matlagingen utføres uten å avbryte lysbuen. Dette er den eneste måten du kan få den mest jevne og høykvalitets sømmen.
Alle sømmer etter endt sveising må behandles riktig. Metallet må beskyttes mot negative miljøpåvirkninger. Koblingsområdet skal vaskes, deretter sandblåses, avfettes, grunnes og males.
Avslutningsvis bør det bemerkes at sveising av en lastebilramme er en prosess som krever konsentrasjon og forsiktighet. For at sømmen skal være så sterk og av høy kvalitet som mulig, må sveiseren ha litt arbeidserfaring. Siden rammen er en viktig del som sikkerheten ved kjøring avhenger av. Ikke glem sikkerhet og ved sveising, sørg for å bruke spesielle verneklær.Hvis du følger alle reglene og kravene, vil du til slutt få tilkoblingen av høyeste kvalitet.
VIDEO Rettidig forebygging er en sikker måte å forhindre sammenbrudd, derfor for en lastebil av typen KamAZ utføres vedlikeholds- og reparasjonsarbeid strengt i henhold til tidsplanen utarbeidet på grunnlag av fabrikkanbefalinger. Den første driftsperioden for den nye KAMAZ, satt av produsenten, er tusen kilometer. I løpet av dette stadiet er det viktig å observere fartsgrensen (ikke mer enn femti kilometer / time) og unngå for stor belastning på lastebilen (ikke mer enn 75% av normen).
Enhver konfigurasjon av en ny KAMAZ er ledsaget av nødvendig dokumentasjon, som inkluderer en håndbok for reparasjon.
Planlagte bilreparasjoner utføres for å forhindre betydelige havarier. Et av de viktigste forebyggende tiltakene er regelmessig utskifting av alle bilvæsker (kjølevæske, smøremiddel og bremser) i systemer valgt i samsvar med standardene og kravene til produsenten. Forekomsten av lekkasjer i kjølesystemet, brudd på integriteten til ventilene og tankpakningene er sammenbrudd som sjåføren må eliminere umiddelbart.
Forsinkelser i reparasjoner kan forårsake kavitasjonsskader i strukturen til enheten og pumpen, noe som vil påvirke driften av hele kjøretøyet negativt.
I tilfelle et signalvarsel om en reduksjon i trykket i smøresystemet, vil en presserende reparasjon av KAMAZ-motoren være nødvendig av sjåførens egne styrker. Ytterligere bevegelse av lastebilen med et slikt sammenbrudd er uønsket.
Drift av et kjøretøy med brudd på tettheten til inntakskanalen til forbrenningsmotorsystemet kan føre til for tidlig slitasje på bilmotoren.
Å forhindre sprekker i sylinderhodemonteringene vil kreve pålitelig isolering av boltehullene for å forhindre innvendig væske og forurensning fra å komme inn. De beskrevne manipulasjonene anbefales også når du bytter ut sylinderhodene til forbrenningsmotoren.
Enkelte reparasjoner krever sveising. Et viktig poeng i implementeringen deres er å koble fra batteriet. Samtidig fjernes den positive kontakten fra generatoren. I dette tilfellet bør jordledningen til sveisemaskinen kobles til i kort avstand fra sveisen.
VIDEO
Regelmessig vedlikehold av bilen og dens forebyggende inspeksjon lar deg glemme problemet med sammenbrudd underveis og behovet for å eliminere dem. Det anbefales å inspisere hoveddelene av KAMAZ før hver tur, samt å sjekke nivået på alle arbeidsvæsker i systemene.
Sjåføren utfører selvstendig følgende handlinger:
kontrollerer integriteten til hjulene og dekktrykket;
kontrollerer funksjonen til styresystemets stasjon;
tester responsen til bremsesystemet.
Det anbefales å utføre planlagte tekniske inspeksjoner av KAMAZ i en biltjeneste minst to ganger i kalenderåret. Sesongvariasjonen til slike hendelser skyldes klargjøring av lastebilen for bruk i sommer- og vinterperioder.
Under riktige driftsforhold for kjøretøyet kreves reparasjonsarbeid mye sjeldnere. Det er spesifikke anbefalinger til sjåføren angående situasjoner som oppstår uventet på veien:
hvis det oppdages en kjølevæskelekkasje i systemet, kan vann fylles på. Dette tiltaket er fra kategorien tvungne, slik at sjåføren kan komme til stedet der en fullverdig reparasjon utføres;
når du tauer en lastebil med en motor som ikke fungerer, er det viktig å fjerne propellakselen. Å ignorere dette kravet vil føre til slitasje av lagrene til girene til utgangsakselen i girkassen, noe som deretter vil kreve tidlig reparasjon av girkassen;
når bilen kjører på en vei fylt med flytende gjørme i lang tid, anbefales det å skylle radiatoroverflaten fra tid til annen under et sterkt vanntrykk.For å gjøre dette, må du heve KAMAZ-førerhuset og forsiktig, uten å få vann på generatoren, utføre manipulasjonen. Regelmessig spyling vil forhindre radiatorreparasjonsarbeid i overskuelig fremtid.
42 plakater som helt sikkert vil komme godt med når du reparerer en KAMAZ med egne hender
KAMAZ 5320 og Ural-4320 kjøretøy. Opplæringen.
For kadetter fra tekniske skoler og yrkestekniske skoler, sjåfører og arbeidere i transportorganisasjoner.
Gjør-det-selv vedlikehold og reparasjon av KAMAZ
Reparasjons- og vedlikeholdsmanual
DIY KAMAZ bilreparasjon
11,00R20 Bel-124 ns 16
Rammereparasjon er en ganske vanlig oppgave. Skader er forskjellig, avhengig av arten, disse er sprekker (en ganske vanlig forekomst), og folder og deformasjon.
Ofte i tilfelle av alvorlige ulykker, er oppførselen til rammen svært vanskelig å gjenopprette og upraktisk. Men i de fleste tilfeller kommer skaden til uttrykk i sprekker eller at rammen sprekker. Slike skader kan repareres trygt. Men det er viktig å følge reparasjonsteknologien, siden rammestrukturen fungerer under vanskelige forhold, veldig sterke torsjonsbelastninger.
du må lage mat med en halvautomatisk enhet,
unngå overoppheting,
pass på å kutte sømmene,
kok roten av sømmen.
Før du starter reparasjonen, må du nøye inspisere rammen for sprekker. Et videoendoskop er egnet for intern undersøkelse. Hvis du ikke har en spesialisert, kan du kjøpe et USB-endoskop som fungerer med en bærbar PC eller smarttelefon.
For reparasjoner må du gi tilgang til skadestedet, om nødvendig demonter delene som forstyrrer arbeidet. Den beste metoden er å frigjøre rammen for alle vedlegg og komponenter for å redusere belastningen. Hvis sprekkene har delt seg, må de først bringes ned ved hjelp av jekker og sørg for å måle de diagonale kontrollpunktene til bilen. Avstandsforskjellen bør ikke overstige 5 mm. Hvis det er avvik, må du trekke rammen på slipwayen.
Rettingen av rammen, inkludert på steder med sprekker, utføres i kald tilstand med en slegge og hammere, ved hjelp av dor og støtter.
På lastebiler og semitrailere styres rammen ved hjelp av pneumatisk eller hydraulisk utstyr.
VIDEO
Sprekker repareres ved sveising og nagling av forsterkende foringer.
Hovedfunksjonen i forberedelse til sveising:
bestemmelse av den synlige enden av sprekken (ved hjelp av et forstørrelsesglass);
boring av enden av sprekken (før du borer, vri midten under hullet i en avstand på 5-10 mm fra den synlige grensen til sprekken langs linjen av dens retning; bor med en bor med en diameter på 5-6 mm );
skjærekanter i en bøyning på 90 grader til en dybde på 2/3 av tykkelsen på metallet til delen, med en plasmakutter, hvis ikke, kan du bruke en kvern, men det tar lengre tid.
rengjøring av kantene på en sprekk med en bredde på 20 mm (stålbørste eller elektrisk slipemaskin).
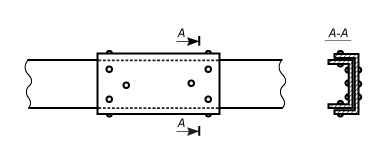
Sprekkene på sidestykkene er eliminert:
sveising og installasjon av en ekstern eller intern forsterkende boksformet foring på nagler;
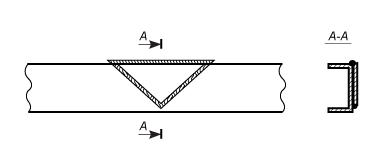
sveising av en sprekk og sveising av en forsterkende trekantet plate;
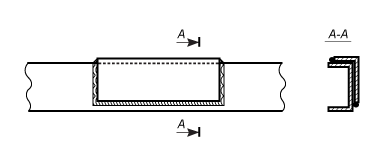
sveising av en sprekk og sveising av en forsterkende plate laget av vinkelstål;
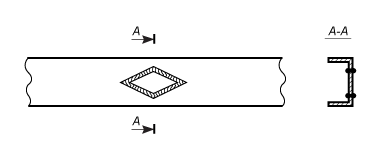
langsgående sprekker eller en haug med sprekker på den vertikale veggen elimineres ved å kutte ut det skadede området og sveise en diamantformet innsats;
Før du installerer overlegget, må sømmen trimmes i flukt med basismetallet.
Hvis det ikke er mulig å koke roten, er det bedre å ikke ta opp sveising av rammer.
Første pass rotkok: strøm 100 A metalltråd Sv08 1,2 mm gassblanding Ap + CO2 20 % korte ruller fra venstre til høyre over sprekken med avbrudd av buen og uten overoppheting av metallet, men med dannelsen av en omvendt rulle.
Andre og tredje passeringsstrøm 110 A nøyaktig det samme, men rullene skal være tynne og overlappe hverandre.
Fjerde passstrøm 120 A en rulle i hele sporets bredde med en liten tilnærming til grunnmetallet, rullene er tette og, avhengig av varmetapet, kan det være en kontinuerlig søm, men uten å overopphete metallet (3-5 ruller og avbrudd av buen).
Den femte rullen overlapper i hver retning minimum tilberedes på samme måte, men uten å avbryte buen. Sømmen er bred, konveks og ganske jevn.
Den vertikale tilberedes kun fra topp til bunn. Hvis klienten ber om å skjule sporene etter sveising, er den femte rullen ikke tilberedt.
Hvert tilfelle av rammesveising er veldig individuelt.
Store sømmer bør ikke kokes om gangen, siden metallet i den varmepåvirkede sonen vil herde og bli sprøtt når det deformeres.
På bildet er rammen allerede laget, sømmen er ekkel. Jeg måtte gjøre om det.
Sømmer ble kuttet i 90 grader, der VIN var, måtte det bores hull, dette for å avlaste stress, så en del av sprekken kan ikke sveises, og hvis du ikke lager hull, vil sprekken gå fra metallpåkjenning. tilbake til sveising.
Sømmene ble sveiset ved hjelp av teknologien ovenfor.
I reparasjonen som er gitt ovenfor, var puten ikke nødvendig. En ekstra sveisesøm er ikke bra for strukturen. Putene brukes i tilfelle du trenger å forsterke rammen, hvor metallet er slitent, og det er mange vertikale sprekker. Det er bedre å sveise diamant- eller elliptiske overlegg i stedet for å overlappe.
For foringer og lapper må du ta det samme stålet som rammen er laget av.
Markisen til en lastebil er en ramme dekket med et spesielt vanntett PVC-stoff (deksel). De viktigste fordelene med denne designen er lav vekt, enkelhet og relativt lave kostnader.
Men under drift er markiseduken sterkt utsatt for ulike belastninger og miljøpåvirkninger, noe som kan føre til følgende konsekvenser:
rifter og kutt;
deformasjon av rammen;
slitasje på markisebeslag;
naturlig aldring av markiseduk.
Profesjonell reparasjon av markiser utføres ved hjelp av varmluftsveising, og et resultat av høy kvalitet er kun mulig med bruk av passende utstyr og materialer. Denne listen inkluderer:
søm ruller;
tilbehør for montering av beslag (stanser, krymper for montering av maljer);
markise stoff;
tilbehør (maljer, motstandsbånd, stifter, belter, nagler, puter, strammere, ruller, kroker, ringer, spisser, kabler, etc.).
Markisematerialet er et ark av polyvinylklorid (PVC, PVC), forsterket med en lavsan (polyester) base. Avhengig av tykkelsen varierer markiseduken i tetthet (vekt per 1 kvadratmeter). De vanligste stoffene har vekter fra 600 til 1200 g/m2. Det er også tyngre - de brukes til sidesidene av glidende (gardin) strukturer.
Sveiseutstyr inkluderer automatiske og manuelle maskiner. Maskinene brukes til å produsere lange sveisesømmer og er hovedsakelig konstruert for arbeid med nye materialer. For å reparere skader brukes manuelle, siden de lar deg utføre reparasjoner på en vertikal eller horisontal overflate uten å demontere markisen.
Et lineært kutt (gap) repareres ved å sveise en lapp på utsiden eller innsiden av presenningen. Bredden på lappen, avhengig av lengden og arten av skaden, må være minst 40 mm. Markiser med en tetthet på mer enn 700 g / m2 krever tosidig reparasjon.
Algoritmen for å reparere et kutt eller brudd på et biltelt, uavhengig av skadens art, er som følger:
en støtteflate er plassert under det skadede området for å unngå vevsdeformasjon ved oppvarming. Mest egnet for dette er tekstolitt, kryssfiner eller fiberplate (minst 5 mm tykk). Ikke bruk metall- og plastplater;
reparasjonsstedet er grundig rengjort og avfettet - tilstedeværelsen av oljeaktig forurensning, scotch og limrester er ikke tillatt;
et plaster påføres og presses med en rulle;
jevn og samtidig oppvarming med varm luft av det nedre laget av lappen og det øvre laget av det skadede elementet. Etter hvert som smeltingen skrider frem, utføres en jevn roll-on med en tilkoblingsvalse.Overoppheting av materialet må ikke tillates. Den fullstendige polymerisasjonstiden er vanligvis ikke mer enn 10 sekunder. Driftsmodusen ligger i området 600-850 grader og avhenger av materialets tilstand (jo eldre, jo høyere temperatur) og omgivelsestemperaturen.
Vennligst merk: Ikke bruk konstruksjonsvarmluftspistoler til å reparere markiser - deres ytelse er utilstrekkelig for dette. Resultatet av slikt arbeid er ofte et brudd på geometrien til markisedekselet, opp til behovet for å erstatte hele elementet.
Aldring av markiseduk er assosiert med fordampning av PVC-myknere. Materialet blir seigt og begynner å flasse av, og blottlegger stoffbasen. I dette tilfellet er sveising bare mulig fra innsiden, eller en elementutskifting er nødvendig. Slike situasjoner skjer oftest med taket på et fortelt, siden det er mest utsatt for ultrafiolett stråling.
Det må huskes at sveising av PVC-stoffer krever kunnskap om mange finesser, samt tilstrekkelig erfaring og ferdigheter, så hvis du ikke er sikker på et gunstig resultat av arbeidet, er det bedre å overlate det til en spesialist.
Medlemmer
195 innlegg
Medlemmer
1.163 innlegg
Når det gjelder tørklene og foringene - deres overdrevne tykkelse er heller ikke bra.
Rammen til en lastebil er ikke en stiv struktur, men snarere et elastisk element som fungerer i bøying og, enda mer, i torsjon.
Derfor endrer tykke foringer egenskapene til rammen og forårsaker ødeleggelse på andre (noen ganger svært uventede) steder. Jeg anser det som optimalt å bruke metall med en tykkelse på +/- 1 mm av tykkelsen på rammemetallet. Tykkere metall (opptil 140-180 % av basismetallet) brukes ved forlengelse av rammer med påboltede sentrale innsatser, mens lengden på overlappingen av rammefragmentet og innsatsen er minst 3,5. 4 rammehøyder. Ved betydelig forlengelse er ytterligere overlegg for innsatsen ønskelig.
Formmessig foretrekkes rombe med avkortede hjørner, trapesformede og i noen tilfeller trekantede overlegg. I alle fall bør man passe på å unngå tverrgående (vertikale i forhold til rammen) sømmer (bortsett fra endene av rammen) og spenningskonsentratorer (skarpe hjørner av sveiser).
Lignende ting gjelder også for plattformer, kropper, sider og andre overbygg.
Nå om boltene. Når noe er festet til rammen, er hovedårsaken til svikt i festene ikke i det hele tatt skjæringen av boltene, men det faktum at boltene frynser på grunn av "løshet" i hullene med en uakseptabelt stor diameter. Derfor er det ingen vits i å bruke M16 for å fikse boksen (ekstra store hull svekker bare rammen).
Min mening er at diameteren på festene til rammen ikke bør være mer enn 2,5 (minst 3) tykkelser på rammemetallet (unntak er spesielt forberedte steder forsterket med puter for omfordeling av belastninger, i dette tilfellet - opptil fire til fem ganger tykkelsen)
Hva er forskjellen mellom en vanlig lett bil og et tungt kjøretøy? Du kan liste opp slike indikatorer som vekt, dimensjoner, bæreevne, noe som betyr at det er forskjeller i kraft og holdbarhet til hovedenhetene. Derfor krever vedlikehold og spesielt reparasjon av lastebilradiatorer mer innsats og tid.
En bilradiator er nødvendig for å senke temperaturen på kjølevæsken - frostvæske, som igjen fjerner overflødig varme fra motorhuset. Strukturelt er dette elementet laget av to metallreservoarer, forbundet med de tynneste rørene som væsken sirkulerer gjennom.Luftstrømmen, rettet av en vifte eller går av tyngdekraften gjennom spesielle åpninger i førerhuset eller støtfangeren, avkjøler kroppen, og følgelig væsken i den.
De viktigste funksjonsfeilene som kan oppstå i radiatoren:
Lekkasje av kjølevæske på grunn av brudd på bad og rør, som oftest oppstår på grunn av inntrengning av steiner og fremmedlegemer.
Forstyrrelse av sirkulasjonen av frostvæske som følge av dannelse av kalk og avleiringer i tynne rør. Denne situasjonen oppstår hvis du bruker en kjøler av lav kvalitet eller vanlig vann. Dette vil hjelpe den vanlige spylingen og kunnskapen om hvordan du rengjør en bilradiator.
En ødelagt ventil i radiatorpluggen fører til at væsken utvides når den varmes opp, og overskuddet kan ikke gå inn i tanken. Motsatt, når det er behov for ytterligere mengder frostvæske, kan det ikke strømme fra ekspansjonstanken til radiatoren.
Brudd på tettheten til tilkoblingene til dysene - i dette tilfellet observeres det også at væske forlater enhetens kropp.
Med tilstrekkelig kunnskap og ferdigheter i reparasjon, kan denne prosedyren gjøres selv på veien. Dette er imidlertid kun mindre feil. Når radiatoren, som et resultat av en ulykke eller en ulykke, ganske enkelt blir til et metallstykke, vil det hjelpe å erstatte denne viktige delen av bilen.
La oss finne ut hvordan du reparerer bilradiatorer ikke i garasjen, men på veien på egen hånd, når du fortsatt trenger å komme til biltjenesten. En av forskjellene mellom en lastebilsjåfør og en bilentusiast er at han alltid har nødvendig verktøy og noe forbruksmateriell på lager. Dette forklares noen ganger med den triste livserfaringen til en lastebilsjåfør og behovet for å tjene penger på å transportere varer.
For å jobbe trenger du følgende materialer og verktøy:
tetningsmiddel;
gummi varmebestandige tetninger;
adaptere og koblingselementer for grenrør;
en liten mengde sennepspulver;
vanlige låsesmedverktøy fra bilmonteringssettet.
I tilfelle små brudd på badene eller rørene, er det best å lodde nødstedene, men dette er bare mulig under stasjonære forhold med et kraftig loddejern og ferdigheter i å håndtere det. Og på veien kan en varmebestandig tetningsmasse eller et middel som kaldsveising komme til unnsetning.
Hvis ett eller flere rør blir revet som et resultat av å bli truffet av en stein, kan de alltid plugges, noe som sikrer tettheten til kjølesystemet. For å gjøre dette er det nødvendig å tømme kjølevæsken, inspisere hvor rørene er revet, bite dem med tang i en avstand på 2-3 centimeter fra badene og klemme godt. Denne omstendigheten vil ikke påvirke kjølingen av motoren i stor grad, og det vil være mulig å kjøre videre ved å fylle på væske.
Hvis pluggen er skadet, vil det være nødvendig å erstatte den eller prøve å reparere ventilen, etter å ha inspisert den tidligere. Det hender ofte at en fremmed partikkel har falt under den, som bør fjernes. Hvis pluggfjæren ikke fungerer, anbefaler eksperter å rengjøre den, og hvis dette ikke hjelper, trenger du bare å erstatte den.
Vel, og ganske barbarisk, men testet av tidligere generasjoner sjåfører, sennepsmetoden. Den må helles inn i radiatoren, slå på motoren og vente noen minutter til den sveller og lukker de små sprekkene som frostvæsken går gjennom. Noen håndverkere bruker til og med rå egg til dette, som har en lignende effekt i en varm radiator.
Etter å ha brukt sennepspulver, må du skylle radiatoren grundig og feilsøke i garasjen ved hjelp av en loddebolt.
Avslutningsvis vil jeg trekke oppmerksomhet til overholdelse av sikkerhetstiltak - kjølevæsken har høy temperatur og er under trykk, og hvis den lekker, kan den til og med koke. Derfor er det umulig å åpne radiatorlokket med en gang, da det kan skålde ansiktet og hendene ganske alvorlig.Først etter at innholdet i radiatoren er avkjølt, bør du åpne støpselet og starte reparasjoner.
VIDEO
Redigering av lastebil- og tilhengerrammer:
sideforskyvning;
vertikal bøyning;
diagonal offset;
torsjon;
lokale deformasjoner, folder, brudd på runder og tverrbjelker.
Reparasjon av tilhengerutstyrsrammer;
Hel eller delvis restaurering av lastebilkroppen;
Elementært og komplett maleri med forberedelse til det.
Ofte er de langsgående sidestykkene forskjøvet i en vinkel i forhold til rammens lengdeakse på grunn av ytre belastninger. Den fremre delen av den er ofte sterkt deformert på grunn av den sterke sideforskyvningen som oppstår i forhold til sidevangen.
Vertikale bøyninger kan vises på forskjellige måter. Dette er ofte forårsaket av feil bruk av truckens tippe- eller lasteutstyr. Bildet over viser hva som skjer når en lastebil lastes.
Når karmen er vridd forblir sidevangene rette, men skjeve i forhold til hverandre. Tverrbjelkene er vanligvis i rett vinkel til sidevangene. Ganske ofte oppstår denne skaden på lastebiler med to aksler.
Rammesidevangene beveger seg i lengderetningen og tverrbalkene danner ikke rette vinkler på sidevangene. Diagonal forskyvning oppstår ofte på lastebiler ved velt.
Jeg måtte forholde meg til sveising av KamAZ-rammen. Etter en stund dukket det opp en sprekk nær sømmen. Jeg bestemte meg for å forsterke strukturen med et "rhombus" overlegg, kuttet kantene og sveiset den i to omganger. Seks måneder senere, det samme problemet - rammen sprakk. Hva er teknologien for reparasjon av lastebilrammen? Et lignende spørsmål om sveising av akslene til utenlandske semitrailere for biler.
Produsenten hevder at rammen ikke kan gjenopprettes, men likevel takler verkstedene ofte denne vanskelige oppgaven. Her er noen hemmeligheter for å sveise en ramme:
1. En av hovedtrekkene til rammesveising er skjærekanter med en plasmaskjæremaskin.
Hvert kjøretøy, inkludert lastebiler, trenger regelmessig vedlikehold. Vedlikehold eller MOT av en lastebil er et sett med tiltak som er rettet mot å opprettholde den høye ytelsen til kjøretøyet og forbedre driftsegenskapene til enhetene og enhetene.
På grunn av den konstante belastningen som lastebiler utsettes for, forutsatt at det ikke er regelmessig vedlikehold, kan levetiden til kjøretøyet reduseres drastisk.Derfor er vedlikehold og periodisk diagnostikk av en lastebil et ekstremt viktig tiltak som ikke bare påvirker effektiviteten til godstransport, men som også bidrar til å redusere mulige kostnader for reparasjon og videre drift betydelig.
Vedlikehold av lastebiler har sine egne egenskaper, som bør være kjent for hver bileier som planlegger å utføre vedlikehold av en lastebil med egne hender.
For øyeblikket har den russiske føderasjonen tatt i bruk standarden GOST 21624-81 "System for vedlikehold og reparasjon av bilutstyr". Den statlige standarden angir de grunnleggende kravene for utforming av godstransport, vedlikehold, samt tidspunkt for vedlikehold av lastebiler.
I følge gjeldende GOST er det flere hovedtyper for vedlikehold av godskjøretøyer:
Daglig vedlikehold inkluderer følgende kontroller:
Ekstern inspeksjon av bilen: identifisere skade, sjekke tilstanden til førerhuset, låsemekanismen, overvåke tilstanden til fjærene, kontrollere dekktrykket, tilstedeværelsen av skilt.
For en semitrailertraktor skal vendehjulskoblingen kontrolleres, for en dumper, bakluken.
Sjekker helsen til belysningsenheter, alarmer, vindusviskere, glassvaskere, kompressor, generator. På en dumper overvåkes driften av plattformløfte- og stoppmekanismen.
Tilstanden og brukbarheten til håndbrems, styrestagsledd og styredrift kontrolleres.
En ekstern undersøkelse, for å oppdage en mulig lekkasje, kontrollerer tettheten til bremsedrevet, servostyringssystemet.
Daglig vedlikehold innebærer også vask og rengjøring av bilen, som ikke bare inkluderer rengjøring av førerhus og plattform, men også rengjøring av frontlykter, speil og bilskilt.
Smøring og fylling fungerer.
Kontroll over tilstedeværelsen av drivstoff i tankene.
Kontrollerer oljenivået i motorens veivhus. Det er mulig å kontrollere oljenivået tidligst 5-10 minutter etter at lastebilmotoren er stoppet.
Om vinteren er det nødvendig å tømme slam regelmessig fra drivstofftanken og det fine drivstoffilteret. Dette gjøres på følgende måte: 0,1 liter drivstoff tappes, hvoretter lastebilmotoren startes i 3-4 minutter.
Det er viktig å overvåke væskenivået i kjølesystemet, i glassvasketanken.
Den siste fasen av arbeidet er drenering av kondensat fra luftsylindere til det pneumatiske bremsedrevet. Sørg for at kondensatet tappes når det er luft i systemet.
Hovedmålet med TO-1 er å forhindre mulige havarier som kan deaktivere kjøretøyet, øke nivået av miljøforurensning og betydelig øke forbruket av drivstoff og smøremidler.
Å utføre TO-1 inkluderer ikke bare gjennomføringen av arbeidsomfanget som er inkludert i det daglige vedlikeholdet, men også et sett med tilleggsaktiviteter.
Kontrollerer spenningen til vannpumpens drivreim. Med trykk på den sentrale delen av grenen, bør vannpumpebeltet fra en kraft på 30 N eller 3 kgf bøye seg fra 1 - 1,5 cm.
Kontroll av vedheft består i å visuelt inspisere gummibeskyttelseshetten for å oppdage brudd på den. Hvis den er skadet, må delen skiftes ut.
Når du sjekker drivlinjen, må du:
Kontroller sløret i leddene og i splineleddet til kardandrevet. Arbeidet utføres med overføringen avslått ved å vippe propellakselrøret lett rundt aksen og i radialplanet. Denne handlingen utføres for å oppdage konkret tilbakeslag, noe som er uakseptabelt;
Mutrene på propellakselflensene kontrolleres og strammes om nødvendig.Arbeidet utføres med frigjort parkeringsbrems. Stopp er plassert under lastebilhjulene, og girspaken settes i nøytral.
Bakakselen kontrolleres for å oppdage lekkasjer i koblingene. I dette tilfellet må spesiell oppmerksomhet rettes mot det faktum at oljelekkasje gjennom navpakningene, gjennom drivgirets oljetetning, reduksjonspakningen og bakakseldekselet er uakseptabelt.
Vedlikehold av styring og foraksel består av følgende:
Kontroll av festemidler og splinter, bipod på rattet, kulestifter på styrestenger (strammingsmoment - 140 - 200 N / m), servostyring, styrespaker (strammingsmoment 180 - 220 N / m), overvåking av tilstanden til låseskiver . Etter tiltrekking av kuleboltmutrene må nye splinter monteres.
Når motoren er i gang, kontrolleres rattets frie bevegelse, sløret i leddene på styrestengene og den hydrauliske boosteren kontrolleres. Når motoren ikke er i gang, må bipod-pinnen i den hydrauliske boosterfordeleren ha en klaring på ikke mer enn 2 mm.
Det er også nødvendig å kontrollere sløret til forhjulsnavlagrene.
Når du sjekker bremsesystemet, vær spesielt oppmerksom på følgende punkter:
Kontrollere driften av kompressoren (spesielt trykket som skapes av den, hvis fall med motoren av og bremsene av ikke bør overstige 30 kPa i 30 minutter, og med bremsene på - ikke mer enn 30 kPa i 15 minutter).
Det er også nødvendig å kontrollere tettheten til alle tilkoblinger av enheter og rørledninger til bremsesystemet.
Tilstanden til festing og splitting av gaflene til stengene til bremsekamrene og deler av driftsbremsedrevet må overvåkes.
Pass på at slaglengden til bremsekammerstengene er innenfor 2,5 - 3 cm.
Driftsdyktigheten til driften og funksjonen til håndbremsen krever en obligatorisk kontroll. Vær spesielt oppmerksom på håndtakets vandring, som bør være mellom 1,1 - 1,6 cm.
Monteringsboltene til håndbremsecaliperen må også strammes.
Spenningen av kompressorens drivreim er også underlagt obligatorisk kontroll. Når du trykker på den sentrale delen av den korte grenen med en kraft på 30N, skal den bøyes med 0,5 - 0,8 cm.
Det er også nødvendig å justere den frie bevegelsen til bremsepedalen.
Under vedlikehold av chassiset er det nødvendig å kontrollere:
Tilstanden til rammen, fjærer, braketter for sprekker på delene. Løsning av naglede skjøter er også uakseptabelt. Støtdemperne skal kontrolleres for lekkasjer, og foringene skal kontrolleres for slitasje.
Hjulmuttere må strammes med et dreiemoment på 250 - 300 N/m.
Det er nødvendig å sjekke tilstanden til dekkene og samsvaret med trykket i dem til normen. Fremmedlegemer i slitebanen og mellom tvillingdekkene må fjernes.
Når du sjekker strømsystemet, må du:
Kontroller brukbarheten til drivstoffkontrollmekanismen, aktiver motorbremsen. Når du trykker på bremsepedalen, hviler regulatorspaken mot den maksimale hastighetsbegrensningsbolten, når pedalen er i fri posisjon, mot minimumshastighetsbegrensningsbolten.
En ekstern undersøkelse kontrollerer tilstanden til kraftsystemet, tettheten til rørledningsforbindelsene.
Ved vedlikehold av elektrisk utstyr:
En ekstern undersøkelse sjekker tilstanden til de elektriske ledningene, tilstanden til slangene og dekslene på pluggen og terminalforbindelsene kontrolleres.
Det er nødvendig å kontrollere festingen og tilstanden til batteriene. Rengjøringsprosedyren skal brukes på ventilasjonsåpninger, batterier. Elektrolyttnivået bør også kontrolleres og destillert vann bør tilsettes om nødvendig.
Smøre- og rengjøringsarbeid utføres i henhold til smøreskjemaet.
I tillegg til arbeidet som utføres under TO1, anbefales ytterligere tiltak.
Ved service på motoren er det nødvendig:
Sjekk mutterne som fester de fremre og bakre motorfestene til rammen. Tiltrekkingsmomentet til frontstøtten er 44 - 62 N / m, bak - 70 - 100 N / m.
Kontroller og stram om nødvendig mutterne som fester lyddemperens eksosrør med rammen og trappestigene til lyddemperens eksosrør fra tverrrammen.
Når du sjekker clutchen, vær spesielt oppmerksom på pedalens frie bevegelse, som skal være innenfor 34-43 cm når luften slippes ut av systemet.
Når du sjekker sjekkpunktet:
Juster posisjonen til girkassen.
Kontroller tilstanden til mutteren som fester mellommekanismen til boksen med rammen.
Kontroller festet til girstøttestøttebraketten til rammetverrbjelken.
Ved kontroll av styring og foraksel:
Sjekk tilstanden til oljetetningene for skader, oljelekkasjer.
Ved visuell inspeksjon, vurder tilstanden til splinter, styrestenger og servostyring.
Kontroller tilstanden til trykklagrene og tettheten til dreiemutterne.
Vurder tilstanden til forakselbjelken, vinklene på forhjulene og mengden toe-in.
Juster spenningen til servopumpens drivreim.
Kontroll av bremsesystemet inkluderer:
Kontrollere tilstanden til hjulbremser og hjullager, bytte ut slitte deler. Foringene må være fri for sprekker, rifter og avslag.
Vurder tilstanden og tykkelsen på de bakre fotbremsene.
Festemutrene til luftsylinderklemmene bør også kontrolleres og strammes.
Vedlikehold av understell inkluderer:
Kontrollerer festene til fjærbrakettene og brakettforingene.
Kontrollerer plasseringen av for- og bakakselen for forvrengninger.
Utfører arbeid med å stramme muttere på stigene. Det utføres med rettede fjærer. Tiltrekkingsmomentet til de bakre fjærene - 600 - 650 N / m, foran - 400 - 450 N / m, trinnstige muttere - 27 - 50 N / m.
Kontrollere tilstanden til støtdemperforingene og bytte ut slitte eller skadde deler.
Kontrollere feste av slepeinnretningen med tverrrammen, splitte og stramme slissemutteren. I tilfelle bilen hele tiden jobber med en tilhenger, er det nødvendig å fjerne slepeanordningen fra transporten for å eliminere defektene.
Vurder tilstanden til felgene og hjulklemmene.
Stram til mutrene som fester reservehjulsbraketten om nødvendig.
Under vedlikehold av førerhuset, plattformen og baken er det nødvendig å: kontrollere og om nødvendig stramme mutterne som fester plattformstigene og mutrene som fester drivstofftankbrakettene.
Ved service på kraftsystemet gjennom en service, kontrolleres og justeres drivstoffinnsprøytningsfremføringsvinkelen, injektorene fjernes fra motoren, deres funksjon kontrolleres på stativet, hvoretter de justeres.
Ved kontroll av elektrisk utstyr utføres følgende typer arbeid:
Kontrollere ladetilstanden til lagringsbatterier ved elektrolytttetthet og cellespenning under belastning. Om nødvendig tas batteriene ut for opplading.
Dynamo og starter skal inspiseres og rengjøres for grus og olje.
Kontroller tiltrekkingen av startboltene og stram til om nødvendig.
Kontrollere installasjonen av frontlykter og retningen på deres lysstrøm.
Kontrollere og stramme dynamoens monteringsbolter.
Nøye utførelse av rengjørings-, smøre- og fyllingsoperasjoner i samsvar med den godkjente listen sikrer feilfri drift av kjøretøyet under drift.
Serviceintervallet (hyppigheten av rutinemessig vedlikehold) er i dette tilfellet minst 4000 km av kjøretøyets kjøring. Imidlertid bemerker mange eksperter at noe vedlikeholdsarbeid, for å øke sikkerheten og påliteligheten til bilen, bør utføres med en kjørelengde på 2000 - 3500 km.
Video (klikk for å spille av).
Som praksis viser, er gjennomsnittlig kjørelengde for lastebiler i Russland 150 000 - 200 000 kilometer per år.I løpet av denne tiden gjennomgår lastebilen flere typer diagnostikk og vedlikehold. En av hovedfaktorene for å spare på reparasjonen av en lastebil er ikke bare å utføre vedlikehold i tide, men også til høy kvalitet, fordi vedlikeholdsarbeid lar deg identifisere en liste over grunnleggende deler som snart vil mislykkes. Følgelig vil vedlikehold redusere driftskostnadene og ytterligere reparasjoner av lastebilen betydelig. Men bare hvis du overlater tjenesten til spesialister. Movement Technology lastebilservicesenter har moderne diagnose- og reparasjonsutstyr, som gjør det mulig å utføre vedlikehold og diagnostikk raskt og effektivt. Du kan finne tjenestene og prisene til selskapet på nettsiden.
Vurder artikkelen:
Karakter
3.2 hvem stemte:
85