Kantbåndmaskiner er konstruert for påføring av ulike typer (PVC, ABS, melamin og finer) av kanter på rette og buede deler.
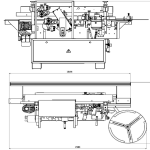
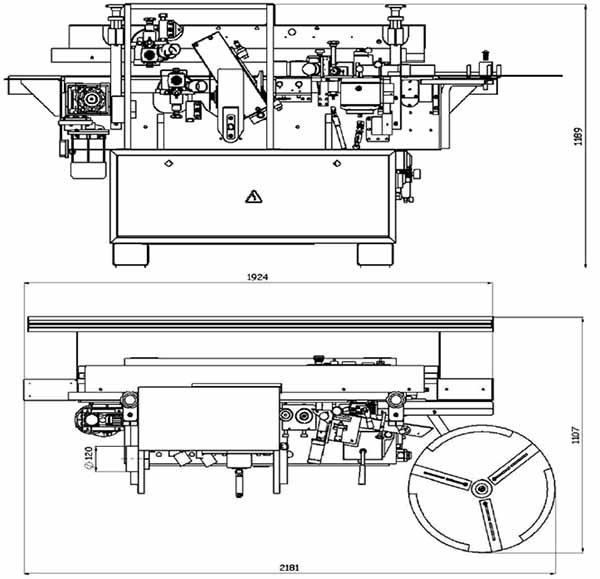
Alt arbeid utføres uavhengig av hvem produsenten av maskinen er. Det er flere skjematiske diagrammer av arrangementet av kantene på kantenhetene, ellers er forskjellene tilstede i små nyanser knyttet til koordinering av maskindeler og kantmating.
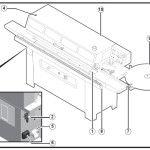
Kantbåndmaskiner for liming av buede og rette deler, produksjon Vitap.
reparasjon av limknuter.
utskifting av grafittforinger av limruller.
reparasjon av pneumatiske deler og sammenstillinger.
reparasjon og restaurering av elektriske deler og komponenter.
reparasjon av limknuter (spesielt for maskiner i Lato- og Tecnoma-serien).
utskifting av transformatorbånd og drivruller til arbeidsstykkematingsmekanismen til Kasadei-maskiner.
sette opp frese- og trimmeenheter.
Reparasjon av limenhet drev girkasser og kantpressing enhet for Lato maskiner.
Reparasjon og justering av pneumatisk og elektrisk utstyr som inngår i maskinverktøyene.
Video lastet opp av Nikolay Volkov Søk Nikolay Volkov for 4 år siden
Kantskjærer, kantbåndmaskin, hjemmelaget, gjør det selv
Denne videoen handler om en hjemmelaget kanttrimmer. Du kan til og med lage en varmluftspistol som dette En hjemmelaget kantmaskin er laget av skrapmaterialer, denne videoen viser hvordan du kan lage en hjemmelaget kantmaskin. Og her er en kanal om flymodeller, konstruksjon og flyreiser, veldig interessant
Video om hvordan du limer en 0,4 mm PVC-kant på en manuell kantbåndmaskin.
De som lager møbler med egne hender og bruker materialer som sponplater og MDF kjenner til når det kreves beskyttelse i endene av arkene etter kutting. På grunn av dette holder produktene både lenger og får et vakrere utseende. PVC-kanten til møbler brukes ofte som beskyttelse, men det kan også være andre alternativer. I denne artikkelen vil vi se på hvordan du lager en spesiell kantmaskin, samt hvordan du limer den beskyttende kanten med egne hender.
Som grunnlag for maskinen brukte jeg min universalplattform, som ble laget for mitt gamle hjemmelagde borestativ. I tillegg forberedte jeg et polypropylenrør, en klemme for kloakkrør 50 mm, og en aluminiumsprofil fra et myggnett.
For fremstilling av styrerullene brukte jeg biter av polypropylenrør med en diameter på 20 mm og en høyde på 20 mm.
Innvendig, på begge sider, loddet jeg muttere 8 mm, og på toppen festet jeg den med en forstørret skive med en forsenket bolt på 6 mm. Boltene var ikke stramme nok til at rullene kunne rotere fritt.
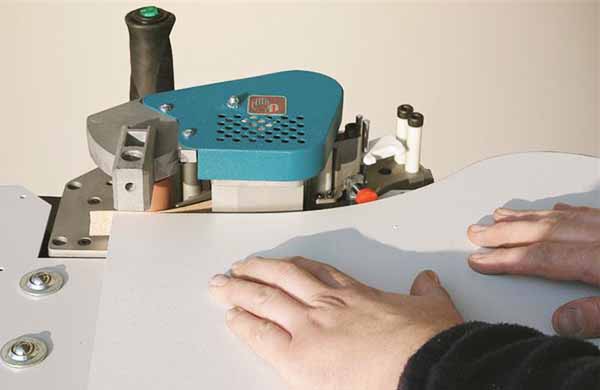
I tillegg satte han sammen en «tredje hånd» for å sikre den industrielle hårføneren. Hårføneren kan installeres i forskjellige praktiske vinkler, i ønsket avstand fra kantbåndet.
Et kantbånd tas, vendes utover med en klebende overflate, og trekkes langs rullene til føringen.Etter å ha stilt inn ønsket avstand og temperatur på hårføneren, begynner vi å lime.
Vi fjerner overflødig tape med en kniv, går gjennom med sandpapir. Nå ser vi en pen og slitesterk kant, som utad ikke er dårligere enn fabrikken.
Moderne CNC kantbånder
Kantmaskiner er blant trebearbeidingsutstyret, som ingen møbelproduksjon kan klare seg uten. Maskiner av denne typen lar deg finere kantene på panelplateprodukter, beskytte dem mot negative ytre påvirkninger og gi et ferdig utseende. Reparasjon av kantmaskinen er et av arbeidsområdene til vårt firma i Kolomna.
Avhengig av formålet er noen kantmaskiner designet for å behandle endene av rektangulære emner, mens andre er designet for å møte krøllete produkter av komplekse former. Modeller for rettkantskjæring er vanligvis utformet for automatisk å mate overflatematerialet, så disse maskinene er vanskeligere å reparere enn håndmatede buede trimmemaskiner (se "Reparere kantbåndsmaskiner").
For tiden, på markedet for industrielle ressurser, er det en ganske imponerende mengde trebearbeidingsutstyr av kantbåndstype med et annet antall prosessenheter som utgjør strukturen. Antallet behandlingsenheter bestemmer kvaliteten og nøyaktigheten av påføringen av kantmaterialer, og følgelig den estetiske komponenten i arbeidsflyten. I mellomtiden, jo større antall, desto vanskeligere er gjenopprettingshandlingene når det er nødvendig å utføre reparasjoner.
I løpet av operasjonen slites enhver teknikk alltid ut, noe som ikke kan annet enn å påvirke kvaliteten på arbeidet. Selvfølgelig kan du ganske enkelt erstatte en utdatert maskin med en moderne analog, men den sikreste løsningen på problemet vil være en fullstendig revisjon av alle deler av maskinen og fjerning av utslitte komponenter og deler som er på grensen til slitasje . Denne metoden vil tillate en svært betydelig besparelse av økonomiske produksjonsressurser, etter å ha mottatt utstyr for bruk med egenskaper som på ingen måte er dårligere enn ny teknologi.
Overhalingen av kantmaskinen i forhold til den økonomiske delen er ikke en billig prosedyre, men den er ekstremt viktig, slik at du kan eliminere spor av slitasje på maskinen. Resultatet av restaureringsarbeidet vil være en fullstendig oppdatert og teknisk forbedret maskin med nøyaktighetsindikatorer identiske med fabrikken. Prisen på problemet avhenger av typen utstyr og graden av modernisering. Ifølge eksperimentelle beregninger, selv i det vanskeligste tilfellet, vil kostnadene for reparasjoner koste halvparten av prisen på en ny maskin med lignende egenskaper.
Hvis utstyret til bedriften din er utdatert fysisk og moralsk, som er typisk for de fleste innenlandske produksjonsorganisasjoner, må du ikke skynde deg med å bli kvitt den ledige eller ulønnsomme enheten i drift. Det er verdt å huske at enhver, selv den eldste maskinen, er av fysisk verdi, og har en jernramme, og jo større utstyret er, jo mer metall inneholder det, og derfor er restaureringen mer hensiktsmessig.
Vårt handels- og produksjonsselskap er klar til å utføre reparasjon av alle verktøymaskiner i trebearbeidings- eller metallskjæreserien, med en utmerket ressursbase og vårt eget utstyr for produksjon av deler til verktøymaskiner. Kontakt +7 (916) 166-73-04, +7 (496) 613-20-02.
Selskapet "Instrument-Plus" tilbyr deg rask reparasjon av kantbåndmaskiner MED GARANTI ... Vi er også klare til å yte tjenester for sette opp kantbåndmaskiner og lansering av produksjonen deres (igangkjøring av kantbåndmaskiner).
Vi har lang erfaring med reparasjon og justering av kantbåndmaskiner av følgende merker:
Våre fordeler:
mer enn 10 års erfaring;
eget lager av reservedeler;
driftsvilkår for reparasjon av kantbåndmaskiner;
Reparasjonsarbeid garanti;
Rask reparasjon og avgang av spesialister i hele Russland;
Kvaliteten på renoveringsarbeidet har blitt kontrollert av 100 av våre kunder.
For service og reparasjon av kantbåndmaskiner kan du ringe oss på telefon: +7 (831) 213-58-48
Eller send en søknad til våre spesialister på e-post:
Våre fordeler ved reparasjon av kantbåndmaskiner:
mer enn 10 års erfaring;
eget lager av reservedeler;
driftsvilkår for reparasjon av kantbåndmaskiner;
Reparasjonsarbeid garanti;
Rask reparasjon og avgang av spesialister i hele Russland;
Kvaliteten på renoveringsarbeidet har blitt kontrollert av 100 av våre kunder.
Våre tjenester:
rask reparasjon;
sette opp maskinverktøy;
lansering av utstyr i produksjon.
Ring oss: +7 (831) 213-58-48
Video lastet opp av Nikolay Volkov Søk Nikolay Volkov for 4 år siden
Kantskjærer, kantbåndmaskin, hjemmelaget, gjør det selv
Denne videoen handler om en hjemmelaget kanttrimmer. Du kan til og med lage en varmluftspistol som dette En hjemmelaget kantmaskin er laget av skrapmaterialer, denne videoen viser hvordan du kan lage en hjemmelaget kantmaskin. Og her er en kanal om flymodeller, konstruksjon og flyreiser, veldig interessant
Video om hvordan du limer en 0,4 mm PVC-kant på en manuell kantbåndmaskin.

 Tjenester for reparasjon, vedlikehold og igangkjøring av industrielt utstyr
Tjenester for reparasjon, vedlikehold og igangkjøring av industrielt utstyr Tjenester for reparasjon, vedlikehold og igangkjøring av industrielt utstyr
Tjenester for reparasjon, vedlikehold og igangkjøring av industrielt utstyr