I detalj: gjør-det-selv plog-reparasjon fra en ekte mester for nettstedet my.housecope.com.
De viktigste arbeidsdelene av plogen (fig. 123) er kroppen, bestående av et skjær 6, et blad 1, et feltbrett 7 og et stativ 2, et utkast 3, en skimmer 5, en kniv 4 og en jord- mudringsandel 8.
Sløvhet av plogskjæret, samt slitasje eller deformasjon av bladet, skimmeren, kniven eller åkerbrettet, øker plogens trekkmotstand, fører til overdreven forbruk av drivstoff, forverrer kvaliteten på sømomsetningen, dens smuldring og inkorporering av planterester.
Ris. 123. Arbeidslegemer til plogen installert på rammen
To typer plogskjær brukes i ploger:
trapesformet - med en rett skjærekant (fig. 124, a) og meisel - med en fortykket og nedoverbuet tå (fig. 124, b).
Plogskjær er laget av slitesterk og slitesterk stålkvalitet L65 og termisk behandlet for å øke slitestyrken. Arbeidsforholdene i jorda er imidlertid så vanskelige at plogskjærene fort slites ut. Når plogskjæret er slitt, blir bladet matt og neseformen endres. I fig. 125 krysslinjer markerer kantene på de utslitte trapesformede og meiselformede bladene. Når bladet blir matt, øker tykkelsen, og en faoca (bakhodet) dannes på baksiden. Når plogskjærene er utslitt, forringes plogytelsen, det vil si at plogskjærene mister evnen til å gå dypt ned i jorda, og plogens stabilitet forstyrres. Plogskjæret skal repareres når bredden er redusert med 10 mm i forhold til bredden på det nye trapessnittet, eller når nesens lengde er redusert med 25 mm i forhold til lengden på nesen på det nye meiselskjæret.
| Video (klikk for å spille av). |
Reparasjon av plogskjær reduseres til bladinntrekking, sliping og varmebehandling. Reparasjon av plogskjær utføres for å gjenopprette størrelse og form, samt gi dem holdbarhet.
Plogseksjonen har en fortykkelse - et lager av metall, som kalles en "butikk". Ved reparasjon av et slitt plogskjær blir formen gjenopprettet av en smedmann på bekostning av et lager av metall i "butikken". Plogskjæret trekkes manuelt, vanligvis i flere heat, siden smeden ikke rekker å trekke av hele plogskjæret i en oppvarming. Når du trekker andelen manuelt, er det nødvendig å alltid strebe etter å redusere mengden oppvarming, da ved gjentatt oppvarming er tilfeller av metallutbrenthet mulig.
Ulempen med skjæret på en spak eller en annen mekanisk smihammer gjøres vanligvis i to trinn. I dette tilfellet må lengden på den oppvarmede delen av andelen hver gang litt overstige halvparten av andelen.
For å redusere varmetapet og hindre at karbon brenner ut av overflatelaget til metallet, dekkes den delen av andelen som ikke er oppvarmet med ferskt kull.
Smiing av en utslitt andel lages i følgende rekkefølge. Plogskjæret legges flatt i smia slik at det varmes opp fra siden av bladet til en bredde på 60-80 mm; resten av det, som ikke krever oppvarming, er dekket med friskt kull. Det er nødvendig å varme opp andelen for quickdraw først sakte, til
luminescens, dvs. opptil 500-600 °. Det er umulig å varme opp skjæret direkte til smitemperaturen for å unngå sprekkdannelse. Så snart plogskjæret er oppvarmet til 500-600 °, økes oppvarmingshastigheten og temperaturen bringes til 850-1200 ° (opp til lys rød og oransje varme).
Ris. 124. Plogskjær: a - trapesformet, b - meisel
Ris. 125. Formen på utslitte plogskjær: a - trapesformet, b - meisel
Det oppvarmede plogskjæret tas ut av smia, plasseres med forsiden på ambolten, og fra baksiden spres beholdningen av metall fra "lageret" med hyppige slag fra parkeringsbremsen eller hammeren.En plogskjær laget av stålkvalitet L65 kan bare trekkes (smides) ved temperaturer over 800 °. Trekningen stoppes når plogskjæret avkjøles under 800° (med kirsebærrød varme) og gjenopptas etter oppvarming. Den trukket del av plogskjæret strykes på ambolten med sparkel langs hele lengden av skjæredelen slik at tykkelsen på bladet blir 1–2 mm, deretter fjernes ujevnhetene som dannes ved hammerslag.
Ved trekking kontrolleres formen og størrelsen på plogskjæret med en mal (fig. 121, a). For tegnet skjær tillates avvik i størrelse mot det nye: i lengde med ± 15 mm, i bredde med + 4 mm.
Plogskjæret, etter trekking og stryking, når det fremdeles er i oppvarmet tilstand, klemmes fast i en låsesmeds skrustikke og bladet slipes med en fil. Deretter slipes det avkjølte plogskjæret fra forsiden på en naftasliper. Etter sliping skal bredden på kanten av bladet ikke være mer enn 5-6 mm, og tykkelsen på bladet skal være innenfor 0,5-1 mm. Skjærebladet bør ikke slipes tynnere enn 0,3 mm, ellers slites det raskt ut under drift.
Varmebehandling av trukket skjær består av herding og herding. Under herdingen varmes plogskjærene opp langs bladet med omtrent en tredjedel av bredden. Oppvarming i ovnen til en temperatur på 780-820 ° bør være jevn (lett kirsebærrød varme). Det oppvarmede plogskjæret avkjøles raskt i vannbad. Vanntemperaturen i slukkebadet skal være 30-40 °. Plogskjæret senkes ned i badekaret med ryggen ned. Hvis skjæret dyppes i herdebadet med bladet, kan det sprekke. Ikke senk plogskjæret flatt, da det i dette tilfellet vanligvis vrir seg. Plogskjæret holdes i et herdebad til vannet slutter å koke, hvoretter det tas ut av badekaret og avkjøles sakte i luft.
Når meiselskjæret er herdet, kan det oppstå sprekker på bladet. For å unngå dette er det nødvendig å forhåndskjøle overgangsstedet fra spissen til bladet ved det oppvarmede plogskjæret ved å påføre det i 2-3 sek. en våt fille, først etter det senkes plogskjæret raskt ned i herdebadet.
For å redusere skjørheten til plogskjæret, som oppstår under herding, tempereres den. For dette blir plogskjæret oppvarmet til 350 ° (grå misfarget) og deretter sakte avkjølt i luft.
Under herding vrir plogskjæret seg ofte. Det skjeve plogskjæret styres over ambolten av hammerslag. Slagene på skjæret skal påføres forsiktig og ikke hardt.
Hardheten til den herdede delen av andelen kontrolleres med en personlig fil. Filen må ikke etterlate noen merker på den herdede delen av aksjen.
I RTS-verksteder sveises plogskjær under reparasjon med høykvalitetselektroder eller en ladning av V-9 hardlegering. Denne metoden for å reparere plogskjær øker deres holdbarhet. En økning i slitestyrken til plogskjærene oppnås også ved å herde deres ytre lag med høyfrekvente strømmer.
Innehavere av patentet RU 2344913:
Oppfinnelsen angår landbruksteknikk, spesielt fremgangsmåter for restaurering av plogskjær, og kan benyttes for restaurering med herding av plogskjær til landbruksmaskiner. Metoden består i det faktum at det lages et spor på overflaten av skjærebladet, sporet er fylt med loddetinn, cermetplater er installert på loddetinn, et ekstra lag med loddemiddel og fluss påføres i krysset mellom platene med den vertikale kanten av sporet. Deretter varmes platene til loddetinn smelter og plogskjæret med plater i en varmeisolerende oppsamler avkjøles til romtemperatur med en hastighet på 4 ° C / min. I dette tilfellet brukes loddetinn L63 som loddemiddel, og FK-250 flussmiddel brukes som flussmiddel. Platene varmes opp med en hydrogen-oksygenflamme av brenneren ved et gassblandingstrykk på 0,5 MPa og en avstand fra brennerdysens utgang til plateoverflaten - 50 mm. Det tekniske resultatet er å øke heftstyrken til cermetplatene med plogskjæret. 1 fane.
Oppfinnelsen angår landbruksteknikk, hovedsakelig til maskiner for jorddyrking, og kan brukes til å restaurere og forsterke plogskjær av landbruksmaskiner.
Det er en kjent fremgangsmåte for å oppnå slitasjebestandige blader av arbeidslegemer av jorddyrkingsverktøy ved å forsterke bladene deres, som består i det faktum at for å danne bølgete blader som fører til at de blir selvslipende, plasseres et hardere metall. på den glatte overflaten av bladene intermitterende og parallelt med skjærekanten, etterfulgt av begrensning av overflatesonen (se AS USSR nr. 461721, klasse А01В 15/04, publ. 1975).
Ved bruk av denne metoden har imidlertid skjæret en relativt lav slitestyrke, siden den ikke-smeltede delen av skjæret slites ut mye raskere enn de sveisede områdene, som et resultat av at den harde legeringen som sveises blir eksponert og smuldrer opp, som forverrer vilkårene for selvsliping av aksjen.
Nærmest den foreslåtte metoden i teknisk essens og det oppnådde resultatet er en metode for å gjenopprette plogskjær ved å påføre harde legeringer på skjærelegemene. Dens essens er som følger: for å øke levetiden til plogskjær og kultivatorpoter, utføres påføringen av harde legeringer på skjærelegemene deres i to trinn: den første er sveising av en stålforing på en utslitt nese, etterfulgt ved belegg med hard legering; i det andre trinnet, etter mellomoperasjon, trekkes den utslitte delen av bladet til skjærelegemene med den påfølgende hard-facing (se AS USSR nr. 241959, klasse А01В 15/04 , publ. 1969).
Imidlertid har arbeidsflatene til plogskjærene, restaurert ved denne metoden, en lav heftstyrke mellom den harde legeringen og basismetallet, som et resultat av at de restaurerte plogene er kortvarige under drift.
Hensikten med oppfinnelsen er å øke brytekraften og, som en konsekvens, adhesjonsstyrken til de sintrede platene med plogskjæret, samt å redusere forbruket av sintrede plater og å øke pløyeytelsen ved å øke arbeidshastigheten av brøyteenheten.
Oppgaven oppnås ved det faktum at i den kjente metoden for å gjenopprette plogskjær på overflaten av plogskjærbladet, lages et spor, sporet er fylt med loddetinn, cermetplater er installert på loddetinn, et ekstra lag med loddemiddel og flussmiddel. påføres ved overgangen mellom platene og den vertikale kanten av sporet, platene varmes opp til loddetinn smelter, og plogskjæret med platene i den varmeisolerende kollektoren avkjøles til romtemperatur med en hastighet på 4 ° C / min, mens loddetinn L63 brukes som loddetinn, FK-250 flussmiddel brukes som flussmiddel, og platene varmes opp med en hydrogen-oksygenflamme av brenneren ved en gasstrykkblanding på 0,5 MPa og en avstand fra dyseutgangen til brenneren til overflaten av platene - 50 mm.
Metoden utføres som følger.
Plogskjær av ploger, tatt for restaurering, må oppfylle følgende krav: de må renses for forurensning til en tilstand som tillater inspeksjon og oppdagelse av defekter; tykkelsen på bunnen av den slitte delen i området til bolthullene er minst 8 mm; bredden på den slitte delen, bestemt fra baksiden (ikke-arbeidende) side som avstanden fra baksiden til occipital-fasingen - ikke mindre enn 100 mm.
Et spor med en dybde på 1,5 er laget på overflaten av plogskjærbladet. 2,0 mm. Denne operasjonen utføres på en vertikal fresemaskin.
Deretter plasseres L63-loddetinn i et tidligere forberedt spor med jevne mellomrom, hvoretter metallkeramiske plater TN-20 eller T15K6 installeres på loddetinn. Etter det påføres et ekstra lag med loddetinn og fluss av merket FK-250 på krysset mellom hver plate og den vertikale kanten av sporet.
Deretter varmes platene og den restaurerte plogskjæret opp ved hjelp av et bærbart gasssveiseapparat MBV-500 med en hydrogen-oksygen brennerflamme. Prosessmoduser: avstanden fra brennerdysens utgang til overflaten som skal gjenopprettes er 50 mm, oksygenforbruket er 400 l / t, hydrogenforbruket er 375 l / t ved et gassblandingstrykk på 0,5 MPa. I dette tilfellet stoppes brenneren vekselvis over hver plate, og prøver å sikre jevn oppvarming. Oppvarmingen fortsetter inntil fullstendig smelting av loddet inntreffer. På denne måten loddes hver plate. Eksponering for en hydrogen-oksygenflamme påvirker ikke det brukte loddetinn, flussmiddel, cermetplater og delemetall negativt.
Deretter plasseres det gjenvunnede plogskjæret med de loddede metallkeramiske platene i en varmeisolerende oppsamler oppvarmet til en temperatur på 620,630 ° C, sammen med hvilken den avkjøles til romtemperatur, kjølehastigheten er 4 ° C / min.
Resultatene av sammenlignende tester av den foreslåtte metoden og prototypen er vist i tabellen.
Følgende funksjonsfeil og slitasje er mulig i plogkropper: skjærbladet blir sløvt, en avfasning vises på baksiden, tåen er avrundet, skjæret smalner av i bredden. Det er hyppige tilfeller av brudd på plogskjæret og klipping av dens arbeidsdel som et resultat av å treffe røttene og steinene ved pløying av høyhastighetsploger når haugen på fyllingen er utslitt, formen på åkersnittet endres, dens kanten er avrundet, arbeidsflaten er utslitt og tåen brekker av, ved vingen slites den ut 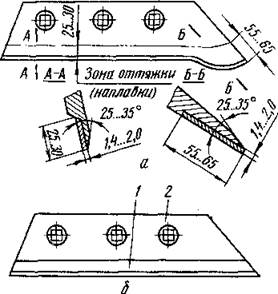
arbeidsflate. Feltbrettet og beisene slites fra furesiden og under.
Bladet på skjæret når det er sløvt, skjerpes av arbeidssiden til tykkelsen
Plogskjær en-selvrensende; b-kompositt sveiset; 1-stav; 2-rygg
Formen på den utslitte arbeidsflaten til bladet kontrolleres med en mal. Avvik fra malen er ikke tillatt med mer enn 6 mm. Hvis tåen på brystet knekker, kan bladet gjenopprettes. For å gjøre dette er den avbrutte delen laget av en gammel dump, i henhold til en mal, justert i krysset og elektrisk sveiset fra baksiden til den slitte dumpen. Før sveising blir arbeidsstykket termisk behandlet for å oppnå en hardhet på NKS 62. 50. For å fjerne varme under sveising, er områdene nær sømmen belagt med en løsning av leire med asbest, en 5 mm tykk rød kobberforing legges under sømmen, og en fille fuktet i vann legges under foringen. Etter sveising rengjøres sømmen. Når feltkanten på bladet er utslitt, avsettes den ved sekvensielt overlegg. ruller med T-590 elektroder og slipt i en vinkel på 45. 50° til arbeidsflaten.
Med liten slitasje gjenopprettes feltbrett med hard overflate, etterfulgt av sliping, eller bruk den ubrukte siden av brettet ved å snu den. For dette lages hull i den og herdes.
Krølling av knivbladet er tillatt på ikke mer enn tre steder med en dybde på opptil 1,5. 2,0 mm og lengde opptil 15 mm. Skivevridning tillates ikke mer enn 3 mm. Skjevede skiver går kalde på komfyren. De slipes til en bladtykkelse på 0,5 mm på en OR-6112 enhet for sliping av sirkulære kniver og på tilbehør til en dreiebenk med kuttere med plater laget av harde legeringer T15K6 osv. Aksial og radial utløp av skiven tillates ikke mer enn 3 mm.
Slitasjen på endene av skivenavene opp til 8 mm kompenseres ved å sette skiver på en slik måte at gapet mellom sporene på tilstøtende skiver er minst 4 mm. Støpejernsdeler med sprekker sveises med PANCH-I flusskjernetråd ved elektrisk sveising eller varmgassveising med støpejernsstenger.
Begrens visning av utslitte skjærekropper til jordbearbeidingsmaskiner
Du kan stille spørsmål først etter registrering. Logg inn eller registrer deg, takk.
Se på plogen, hva som må byttes i den, slik at den pløyer og ikke skjærer furer. Jeg skal prøve å legge ut et bilde, det ser ut til at den første dumpen klipper til høyre, jeg vil være veldig takknemlig for hjelpen din.
Vel, ja, den første bygningen er skjev. Etterlater den andre kroppen også en fure?
For det første må du sette alle kroppene i ett plan, og for det andre justere plogen. Dumpen din fungerer ikke helt, derav fjellryggene.
Etter min mening kan det være to grunner:
1 Plogen er blokkert i fura
2 lav hastighet
I andre tilfeller vil ryggene være forskjellige, men du har alle de samme ryggene
Formplaten til den første kroppen er forskjellig fra den andre og tredje, og hva er bakhjulsporet til traktoren?
Juster plogen.
kjører du traktor langs en fure eller på tvers av et jorde? den første kroppen kaster ikke mye til det forrige sporet. dumpingene er normalt slipt, noe som betyr at det er en omsetning av sømmen. sporet fra pukaryen er jevn og rent, det går akkurat å dømme etter at alle dumpene har samme slipehøyde, ja, nesten et plogskjær og bryst 
dumper, men dette er ikke dødelig (solariet vil spise litt mer og pløye litt mindre) Reduser bredden på grepet litt, nærmere brøytingen av hjulene (klumpene) og alt blir bra. Hastigheten er ikke nødvendig. Plogen din har klassiske dumper (ikke høyhastighets) på tomgang
Lag en harv etter en plog så blir du glad.
- noe banker i motoren.
- skru opp radioen og du blir fornøyd
Økonomisk politikk er fremfor alt kunsten å gjennomføre, ikke kunsten å lage planer. (A.V. Chayanov)
Vi legger forholdene til rette for utvikling:. støtte fra landbruksprodusenter i forhold til å ikke hindre dem. P.N. Cherkasov, Natalinskoe Moskva-regionen.
Det er et faktum at plogen skal reguleres, men i tillegg er det nødvendig å regulere måten plogen er montert på traktoren. da blir dyrkbar mark vakker.
Økonomisk politikk er fremfor alt kunsten å gjennomføre, ikke kunsten å lage planer. (A.V. Chayanov)
Vi legger forholdene til rette for utvikling:. støtte fra landbruksprodusenter i forhold til å ikke hindre dem. P.N. Cherkasov, Natalinskoe Moskva-regionen.
Hvordan ikke justere plogen, men sporene og klumpene vil fortsatt forbli. Spesielt på hardt underlag. Med harven blir den helt jevn.
Og hva, så nøyaktig hva kan du så uten å jevne med en jordfreser?
kjører du traktor langs en fure eller på tvers av et jorde? den første kroppen kaster ikke mye til det forrige sporet. dumpingene er normalt slipt, noe som betyr at det er en omsetning av sømmen. sporet fra pukaryen er jevn og rent, det går akkurat å dømme etter at alle dumpene har samme slipehøyde, ja, nesten et plogskjær og bryst
Plogen pløyer normalt, sporet fra ett passering er jevnt 
Men det faktum at det første korpuset ikke tilfører mye til det forrige, så er dette et problem, og det kan snarere kureres på to måter: 1) Trekk plogen med kjedebånd nærmere høyre side (plogen er langt unna fura, kanskje
også feltbrett kan kompostere hjerner)
2) Bare fordøy plogfestepunktet (automatisk koplingstrekant).
Konkret er det opp til deg å bestemme.
Ikke skynd deg å gjøre godt. Godt bør gjøres sakte slik at det blir lagt merke til og verdsatt.
En rytterplog, en traktorplog eller for en baktraktor er en uunnværlig ting i en bakgårdsgård. Plogen pløyer jorda, snur det øverste laget av jorda, noe som reduserer mengden ugress, gjør jorda mykere og mer smidig. Du kan ikke bare kjøpe en plog, men også lage den selv. For å gjøre dette, i tillegg til verktøy og materialer, må du ha en ide om plogens struktur og dens geometri.
Det er mulig å lage en plog riktig bare når det er forståelse for pløyeprosessen, samt formålet med hver av plogdelene.
Ved pløying skjærer plogkilen seg inn i jorden i en bestemt vinkel, avhengig av mykheten og fuktigheten i jorden. Kilen skiller reservoaret, løfter og komprimerer det, samtidig som det deler reservoaret i flere deler. Inngangsvinkelen avhenger av hvor mange deler jordlaget vil deles: jo større vinkel, desto større splitt. Men hvis inngangsvinkelen er mer enn førtifem grader, slutter jorden å gli på arbeidsflaten til pløyeanordningen, og begynner å samle seg foran den, noe som gjør videre arbeid vanskelig.Den vertikale plogen, det vil si med en skarpere ledende vinkel, skiller jorda fra kanten av furen og komprimerer den horisontalt. En plog med horisontal styrevinkel fungerer annerledes: den avleder og snur jordlaget.
En typisk arbeidsplog består av:
- Et plogskjær som skjærer jorda
- Dump,
- Kniv,
- Feltbrett,
- stativer,
- Skimmer.
I tillegg kan plogen utstyres med:
- Sterkere metallramme
- Hjul
- En mekanisme som korrigerer plogens arbeid i forhold til traktoren,
- Hydromekanismer,
- Pneumatisk hydraulikksystem.
Dumpen kan ha flere typer arbeidsflater:
- Skru,
- sylindrisk,
- Sylindroid.
Den sylindriske maler jorda perfekt, men formasjonen dannes dårlig. Dette er ikke alltid praktisk. Den sylindriske arbeidsflaten brukes vanligvis til arbeid i myk jord. Det mest praktiske og praktiske å jobbe med er en sylindrisk overflate, som smuldrer og snur jorda godt, og som også takler både tørr og våt jord.
For å lage en plog hjemme med egne hender, må du ha:
- ruller,
- Kvern,
- Gass kutter,
- Festemidler,
- Måleverktøy,
- Hammer,
- Sveisemaskin,
- Saks for skjæring av metall.
Før du starter arbeidet, anbefales det å tegne en tegning eller diagram, eller finne en ferdig versjon på Internett. Dette vil tillate deg å visuelt representere fremdriften av arbeidet, plasseringen av alle deler og festemidler.
Det enkleste alternativet å produsere. Ensidig enhet kan lages i ett stykke, i form av en enkelt kropp, og sammenleggbar. Den sammenleggbare versjonen er praktisk ved at den lar deg fjerne plogskjæret for sliping. Plogskjæret kan byttes ut med en skive fra en sirkulær plate. Dumpingen gjøres vanligvis på to måter. Den første av dem krever bruk av et rørkutt, omtrent fem millimeter tykt og femti centimeter i diameter.
Et arbeidsstykke kuttes ut av kuttet, og ved hjelp av en vinkelsliper bringes det til ønsket størrelse. Den andre metoden for å lage en dump involverer tilstedeværelsen av en stålplate, fire millimeter tykk, eller en sylinder med samme veggtykkelse, men med en seksjon på omtrent 50 cm. Ved hjelp av en sveisemaskin eller metallsaks kuttes en form ut og bøyd i form av en sylinder. Hvis det er avvik fra de nødvendige dimensjonene, kan du bruke en hammer til etterarbeid.
Eventuelle tegninger gir seks bestanddeler:
- Metallskive eller plogskjær,
- Stiftelsen,
- Avstandsplate,
- Sideklaff,
- Rørkuttet for klaffen,
- Feltarbeidstavle.
Plogskjæret er vanligvis installert ved hjelp av en metallplate og flere kiler, skråstilt i en vinkel på tjuefem grader. Festes med topunktssveising, og kobler også stativet og sideskjoldet sammen. Det er tilrådelig å gjøre skjoldet en centimeter høyere enn den nedre kanten av skjæret, mens kantene på skjoldet skal overlappe kanten av bladet med fem eller seks millimeter.
Plogskjæret med bladet festes ved sveising slik at de er en helhet, uten hull og ujevnheter. Vinkelen som dannes mellom dem bør ikke overstige syv grader. En sveiset del og et blad er festet til sidestativet, og selve stativet sveises først til basen og deretter til avstandsplaten. Til slutt sveises hjørnene på skjæret til basen. Alle spor etter sveising og sømmer renses, og bladet med en del slipes.
Denne typen er mer effektiv for pløying av store landområder. For produksjon kreves en solid stålramme, laget av en rund eller rektangulær profil, minst to millimeter tykk. Størrelsen på rammen avhenger av antall arbeidsstykker som kreves og kontrollelementet. I arbeidskroppen må andelen plasseres nedenfra, siden dens rolle er å flytte et jordlag til dumpen. Fyllingen snur jorden, kutter og forskyver seg, og danner en fure.
Stativet er nødvendig for å feste arbeidsverktøy til rammen og holde kniven. Det er laget flere justerbare hull i den, som lar deg endre pløyedybden.Vanligvis er stativet sveiset fra en metallplate, minst en centimeter tykk, og festet til rammen med bolter.
Rammen med alle arbeidsverktøyene er festet til minitraktoren eller gå-bak traktoren med et hjemmelaget drag eller trekk. Trekkstangen må nødvendigvis ha håndtak, og ha rett eller V-form. Den andre formen er mer effektiv da den gjør plogen mye mer stabil. For større stabilitet og rett bevegelse kan du også installere felthjul. De er festet til rammen med en justerbar brakett.
For å sette sammen en plog med egne hender, må du følge en veldig viktig regel: alle delene av enheten sveises først ved punktsveising, og bare når alle delene er på plass og festet riktig - den siste. Kvaliteten på utførelse er lett å kontrollere - for dette må bladet med skjæret fjernes, og selve plogen må plasseres på bordet. Ved å trykke plogen tett, kontroller at bordflaten er sammenfallende med den horisontale overflaten til løperen. Hvis det ikke er noen avvik, er alt gjort riktig.
Du kan også bestemme en god konstruksjon etter følgende kriterier:
- Den skarpe kanten av skjæret er plassert to centimeter under løperen,
- Aksjen med bladet stikker ikke utover den vertikale kanten av løperen med mer enn en centimeter,
- Det er ingen åpning mellom sklien og bladet.
Et hjemmelaget apparat er montert på en baktraktor ved siden av brøyteområdet. De starter med montering av stålhjul – de forhindrer at den bakgående traktoren sklir i jorda. Neste trinn er å feste plogen, men ikke stram alle festemutrene helt. Med deres hjelp vil enheten bli justert, som begynner på et spesielt stativ. Høyden på stativet skal være lik dybden av pløying. Etter montering og kontroll av innfestingen av alle aggregater settes plogen på bakken.
Ytelsestesten utføres på tre-furet pløying.
Dette er tilstrekkelig for å måle dybde og kontrollere veltede formasjoner. Hvis furene går over hverandre, eller avstanden mellom dem er mer enn ti centimeter, må alle komponenter justeres på nytt.
















