I detalj: gjør-det-selv stempelparreparasjon fra en ekte mester for nettstedet my.housecope.com.
Bruk: restaurering av slitte overflater på presisjonsdeler, for eksempel stempelpar av høytrykks drivstoffpumper. Essensen av oppfinnelsen: på et slitt stempel er støtteoverflater dannet i form av sylindriske belter, plassert jevnt langs stempelets akse, og lukkede strimler langs omkretsen av de avskårne sporene. Bredden på stripene og beltene velges innenfor 3-4 mm med deres totale areal på 46-56% av stempelområdet. Støtteflatene er dannet ved elektroerosiv påføring av et tolagsbelegg med plastisk deformasjon av overflaten til det første laget av belegget, for eksempel slitesterkt fra VK 8, før påføring av det andre laget av antifriksjonsmateriale, for eksempel, utføres med en kobber-grafitt-elektrode, etter belegg gnis stempelet i en støpejernslap med tilsetning av en slipende pasta. Det gjenopprettede paret brukes i stedet for det nye. 1 syk.
Oppfinnelsen vedrører en fremgangsmåte for elektroerosiv restaurering av slitte overflater av presisjonsdeler og kan brukes i maskinkonstruksjon og reparasjon av maskiner for restaurering av stempelpar av høytrykksdrivstoffpumper (HPP).
Det er en kjent fremgangsmåte for å gjenopprette arbeidsprofilen til deler som opererer under forhold med ujevn slitasje, i henhold til hvilken et beskyttende lag foreløpig påføres arbeidsflaten til profilen til delene, hvis tykkelse er den begrensende for den valgte elektroerosiv modus (av.c. CCCP N 698746, klasse B 23 N 9/00, 1979).
Ulempen med denne metoden er at den maksimale lagtykkelsen for den valgte elektroerosive modusen er preget av konsentrasjonen av defekter og gjenværende strekkspenninger, noe som er uønsket ved sammenkobling av deler av presisjonspar.
| Video (klikk for å spille av). |
Nærmest den foreslåtte tekniske løsningen er en metode for å gjenopprette stempelpar, inkludert dannelse av en støtteflate på stempelet i form av sylindriske belter med påføring av et anti-friksjonsbelegg (red. N 1715864, C 21 D 1 /78, 1992).
Den kjente fremgangsmåten gir ikke en fullstendig gjenoppretting av levetiden og driftsparametrene til stempelparet.
Grunnlaget for oppfinnelsen er oppgaven med å implementere en slik fremgangsmåte som vil øke ressursen til stempelparet, med tiden intensivere prosessen med innkjøring av sammenfallende overflater ved å forbedre kvaliteten på restaureringen.
Problemet løses ved det faktum at i metoden for å gjenopprette stempelparet, inkludert dannelsen av støtteoverflaten på stempelet i form av sylindriske belter med påføring av et anti-friksjonsbelegg, ifølge oppfinnelsen, den sylindriske belter er anordnet jevnt langs stempelets akse og danner ytterligere støtteflater i form av lukkede strimler langs omkretsen av de avskårne sporene, mens bredden på strimlene og sylindriske beltene velges innen 3-4 mm med deres totale område på 46-56% av stempeloverflaten, er støtteoverflatene dannet ved elektroerosiv påføring av et tolagsbelegg med plastisk deformasjon av overflaten til det første belegglaget før påføring av det andre, antifriksjonslag.
Fordelene med den påførte metoden er at påføringen av det nedre laget av belegget laget av slitesterkt materiale, og det øvre av antifriksjonsmaterialet gir ikke bare høy slitestyrke, men også god sliping og innkjøring; overflateplastisk behandling av det nedre laget før påføring av det øvre laget sikrer god vedheft av laget til underlaget, endring i indre strekkspenninger til indre trykkspenninger og jevn fordeling av belegglagets tykkelse.
Påføringen av belegget i form av jevnt fordelte striper og langs omkretsen av det avskårne sporet sikrer dannelsen av mikroinnrykk som tilsvarer formålet med labyrintforseglingen.
Verdiene av dekningsområdet innenfor 46-56 % av det totale gjenvinningsarealet med en beleggstripebredde på 3-4 mm bestemmes av ytterligere eksperimentelle studier og gir tilstrekkelig størrelse på støtteflaten og tettheten til stempelparet .
Tegningen viser en generell oversikt over det sammensatte stempelparet, restaurert ved metoden som kreves. Stempelparet inkluderer: stempel 1, stempelhylse 2, avskårne spor 3, aksialt hull i stempel 4, diametralt hull i stempel 5, innløpshull i hylse 6, bypass-hull i hylse 7, stempelbelegg for arbeidsflate som består av lavere slitasje -bestandig lag 8 og øvre antifriksjonslag 9.
Et eksempel på en spesifikk implementering av metoden.
Et slitasjebestandig belegg ble påført de utslitte høytrykksdrivstoffpumpestempelene til KamAZ-740 dieselmotorer laget av ShKh15 stål på steder over avskjæringssporet, under avskjæringssporet, langs kantene av kuttet -off groove med en slitesterk legeringselektrode laget av VK8-materiale under følgende moduser: strøm I 0,8A, strømfrekvens f 200 Hz, dopingtid 
= 1 min / cm 2 med dannelse av en beleggstripebredde på 3-4 mm og et totalt areal av det dannede belegget Fsp. 46-56 % av stempelgjenvinningsområdet med et jevnt arrangement av belegningsstrimler på den restaurerte overflaten.
Etter påføring av belegget behandles de restaurerte overflatene til stempelet med en spesiell tre-ruller med en rullekraft på 100 kgf. Re-coating av de samme områdene utføres med en antifriksjonslegerende kobber-grafittelektrode ved I 1,2A, f 200 Hz,
= 1 min / cm 2 ..
Etter å ha økt den ytre diameteren til stempelet i seksjonene 8, 9, gnis det i en støpejernsoverlapping med tilsetning av en slipepasta, og deretter i forbindelse med stempelhylsen 2 med en slipepasta. Etter det brukes stempelparet som er gjenopprettet på denne måten i stedet for et nytt.
Studien for å bestemme avhengigheten av driftstiden i timer for det gjenopprettede stempelparet samtidig som det sikres operasjonell drivstofftilførsel på bredden av stripen av det dannede belegget, ble utført på et spesielt STAR-12F-stativ for den sykliske drivstofftilførselen samtidig som man sikret levetid på minst 2500 timer belegg fra 3 mm eller mer, stabilt arbeid sikres. Begrensningen av maksimal bredde på fortaustrimmelen på 4 mm bestemmes av økonomisk gjennomførbarhet.
Studien for å bestemme avhengigheten av driftstiden i timer for det gjenopprettede stempelparet, samtidig som belegningsstrimmelens bredde på 3-4 mm opprettholdes og sikre driftsdrivstofftilførsel avhengig av forholdet mellom det totale arealet til det dannede belegget (Fcoating ) til stempelrestaureringsområdet (Fplunger) ble utført på et spesielt STAR-stativ -12F for en syklisk drivstofftilførsel samtidig som man sikret en levetid på minst 3000 timer for de dannede belegningsstrimlene på 3-4 mm med deres enhetlige arrangement på overflaten som skal repareres og tilsvarer ressursen til det nye stempelparet.
Fremgangsmåte for å gjenopprette et stempelpar, hvor dannelsen av en støtteoverflate på et stempel i form av sylindriske bånd inkluderer påføring av et anti-friksjonsbelegg, karakterisert ved at de sylindriske båndene er anordnet jevnt langs stempelets akse og danner ytterligere støtteflater i form av lukkede bånd langs omkretsen av de avskårne sporene, mens bredden på båndene og sylindriske beltene velges innenfor 3-4 mm med deres totale areal 46 til 56% av stempelets overflateareal , er støtteoverflatene dannet ved elektroerosiv påføring av et to-lags belegg med plastisk deformasjon av overflaten av det første belegglaget før påføring av det andre, antifriksjonsbelegg.

La oss starte med det minste, hva er et stempel? Et stempel er et slags stempel som er laget i form av en sylinder, lengden overstiger diameteren. I dieselbiler og drivstoffutstyr har de såkalte stempelparene blitt utbredt. Stempelparet består av et stempel og en hylse.
Stempelparet er en av hoveddelene til høytrykksdrivstoffpumpen eller for kort sagt injeksjonspumpen. Høytrykksdrivstoffpumpen merker og leverer den nødvendige delen drivstoff til riktig tid til motoren. Den forsyner den også under et visst trykk og tilføres motorsylindrene. For å hindre drivstofflekkasje ved høyt trykk gjennom spalten mellom hylsen og stempelet, gjøres spalten svært liten, kun 1-3 mikron. Stempel og hylse er laget av høyfast stål, herdet til høy styrke, noe som resulterer i et presist, høykvalitetspar med deler som ikke kan endres individuelt.
For stempelpar er tilstedeværelsen av vann i dieselbrensel ødeleggende, siden når det kommer inn i gapet til presisjonsdeler, brytes drivstofffilmen som smører paret på gnideflatene, og stempelet går uten smøring i noen tid. Som et resultat dannes det såkalte "anfall" på overflatene, som et resultat av at de sitter fast. Vel, selve vanninntrengningen er kjent fra hvor, det er dieseldrivstoff av lav kvalitet, og vann bidrar også til korrosjon av foringen og stempelet, dette fører til en umiddelbar reparasjon av stemplene.
I tillegg til vann oppstår det også ganske ofte problemer som følge av mikroskopiske støvpartikler som kommer inn i drivstoffet, det fungerer som et slipende verktøy og skader også stempelparet i pumpen. På grunn av inntrengning av forskjellige urenheter i mekanismen til stempelparet, oppstår også blokkering og forstyrrelse av pumpen og motoren til bilen, alt dette fører til reparasjoner.
Stempelparet til høytrykkspumpen er en høypresisjonsmekanisme, og for å unngå feil, er det nødvendig å diagnostisere stempelparet regelmessig og bruke drivstoff av høy kvalitet.
For å diagnostisere høytrykkspumpestempelparet, er det nødvendig å ha spesialutstyr som lar deg kontrollere slitasjegraden og produksjonen av stempelparet, og først da, om nødvendig, erstatte det med et nytt eller gjenopprette det. . Reparasjon av stempelparet består i fullstendig restaurering av de geometriske parametrene til hylsen og selve stempelet. Hylsen er pusset opp ved mekanisk bearbeiding. Stempelet repareres ved å påføre en slitesterk hard krom på den. Alene i garasje uten utstyr, d.v.s. på en håndverksmessig måte er det umulig å reparere stemplene.
Registrer deg for å få en konto. Det er enkelt!
Allerede registrert? Logg på her.

Hei kjære forumbrukere!
Spørsmål/problem av denne typen.
Hyundai Terracan 2.9 crdi, kjølevæsken igjen, kjørte bilen til tjenesten, det er "spesialister" (for å si det sant, byen er liten og spesialister på
Vi har nesten ingen Hyundai) de sa at lekkasjen var på grunn av pumpen, pumpen ble skiftet, vi kjører ikke bilen så ofte, så først etter et par måneder
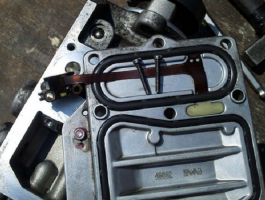
merket at problemet ikke er oppbrukt og kjølevæsken forsvinner fortsatt og du må fylle på. De kjørte til en annen tjeneste, de sa at lekkasjen kommer fra under "motordekselet foran" og det er nødvendig å bytte ut pakningen, som "presset ut / løste seg fra tid til annen". ), med tanke på dette og det faktum at tjenesten ikke vet om det er nødvendig å fjerne motoren (de har ikke gjort slikt arbeid ennå), har jeg følgende spørsmål.
1. Må jeg fjerne motoren for å erstatte denne pakningen, "under frontdekselet på motoren", eller kan den skiftes uten å fjerne den?
Hvis jeg forsto veiviseren riktig - hvem som forklarte meg, ser det ut til at den "lukker" vinduene i kjølesystemet og er enten under eller rundt pumpen. - (Jeg kjøpte en støttet bil, mer nylig, så det er svakt å reparere dem og andre ting)
2. Kan man kjøpe og selges separat?
Eller kjøper du et sett og bytter ut alt, eller tar du et sett og bytter bare ett? - de anbefalte å kjøpe det originale settet, er det mye bedre enn det "ikke-originale"?
3.Slik jeg forstår det er det stor sannsynlighet for at den gamle pumpen er i orden, og er ganske funksjonell, med en visuell inspeksjon kan jeg på en måte fastslå dette, eller bare spørre en spesialist?
ps. På forhånd takk for svarene, hvis jeg har opprettet et emne feil på en eller annen måte, eller i feil seksjon, beklager jeg til administrasjonen og, hvis mulig, redigerer/flytter til ønsket.
ps2. På Internett for en forespørsel om et cover, dukket det opp, er det hun?
For første gang jeg skriver til forumet, ber jeg deg om å svare med en forespørsel til den nye (ikke erfarne) eieren Terrik og tilgi ham for ikke å kunne den tekniske delen!
Problemet begynte med ankomsten av varme, jeg hørte at en ny lyd dukket opp bak på bilen (først syndet jeg på gummien), det viste seg ikke.
Jeg kom til den offisielle tjenesten, mesteren løftet bilen, sa at for utskifting av halvaksellagrene, som jeg med hell bestilte ved hjelp av forumet (de nektet å erstatte meg der, fordi de ikke kunne garantere kvaliteten av reparasjonen, og sa at de allerede hadde ødelagt halvakselen)
Registrert for en avløser på et annet kontor. Da servicen startet viste det seg at dette ikke var halvaksellagre, men lageret til drivhjulet til bakakselen (skaftet), de vred kardanen med hendene og kjente en lagerfeil.
Så jeg vil spørre deg, har du støtt på dette problemet og har du rett på tjenesten?
Hvis ja, fortell meg hva som endres parallelt med skaftlageret (LSD-bro), hva er katalognumrene.
festet stempelmerking og pakningsreparasjonssett for min 4JG2. Venstre spray. Mesterne sa at det ville passe meg fra Surf, Delica. Det gikk faktisk ikke slik.
Må jeg smøre selve skaftet med goyapasta og tempo det?
Stempel til denne motoren i butikk 5. Jeg ble anbefalt å ta med den gamle og hente den. Den som er for delikatesse, surf, bighorn 9600, så på vei opp 10800, 12000. Mine kjære 14500 rubler. Fra Japan ble det estimert av platen (i en annen butikk) - 9600 rubler. Men jeg ble forvirret da selgeren sa at de er like på alle 4JG2.
Hva er Goya pasta? Drep stempelet. Stol på denne virksomheten til håndverkere med et normalt stativ, jeg anbefaler deg ikke å klatre selv. Det er sikkert ingen håndverkere i Yuzhno-Sakhalinsk. Stempelpar selges allerede malt i ønsket størrelse - pastaen vil bare øke gapet, trykket vil falle og dampen går til søppelhaugen. For eksempel, til min brors tjeneste, før montering, blir pumpen og dampen grundig vasket, alle gummibåndene og kobberskivene i pumpen (ja, de er engangs), oljetetningen skiftes, så "kjører" den sammensatte pumpen en stund på standplass måles trykket, start “dose drivstoff”, justering pågår osv. etc.
Og prislappen er omtrent 7-10 rubler for alt. Kjørte bilen om morgenen, hentet den på ettermiddagen - de vil fjerne / installere pumpen, skifte stempelet, justere den som en klokke, om nødvendig - bytte registerreim, panneoljepakninger, sjekke dysene, bytte ut dyser (alt mot en ekstra avgift). Stempelparet er inkludert i disse pengene (gjenvunnet med krom fra en lignende pumpe og hva enn motstanderne av denne metoden sier - jeg skøytet i 4 år selv og jeg tenker ikke engang på å klatre inn i pumpen, jeg har bare byttet gummibåndene en måned siden, fordi ringen på avtrekkeren var utslitt og pumpen begynte å lekke - 30 minutters drift).
PS: Det viktigste er å bytte filter i tide og ikke fylle ut solarium av ukjent opprinnelse.
Teknologisk prosess reparasjon av stempelpar ved metoden for kjemisk nikkelbelegg inkluderer følgende operasjoner:
- vask, kontroll og sortering av deler;
- maskinering av stempler og hylser;
- kjemisk fornikling av stempel;
- behandling av stempel etter forlengelse;
- valg og gjensidig sliping av deler;
- kontroll og aksept av par.
Spyling, kontroll og sortering av stempelpar... Kontroll og sortering av stempelpar består i en ekstern undersøkelse av deler og en tetthetstest. Spesiell oppmerksomhet bør rettes mot å identifisere korrosjon. Hvis det blir funnet spor etter korrosjon eller langsgående merker, repareres delene.Stempelsammenstillinger med en jevn løpeoverflate testes for tetthet. Stempelpar, hvis tetthet er mindre enn normen, er ufullførte; stempel og hylser sendes til reparasjon.
Stempelbearbeiding... For å gi arbeidsflaten den riktige geometriske formen, samt for å fjerne slag og risiko, blir delene utsatt for mekanisk bearbeiding (foreløpig og etterbehandling). Den foreløpige lappingen av arbeidsflaten til stemplene med en støpejernslapning utføres på en spesiell etterbehandlingshode eller dreiebenk.
Hylsebearbeiding... Hylsebearbeiding inkluderer følgende operasjoner:
- foreløpig lapping av hullet;
- fin lapping av hullet;
- lapping av endeflaten;
- kontroll og sortering av deler i grupper.
Kjemisk fornikling av stempler... Overflatene på stempelet, som ikke er utsatt for kjemisk nikkelbelegg, er dekket med et tynt og kontinuerlig lag av PVC-lakk og tørket i en ovn ved en temperatur på 30-40 ° C. For å sikre god vedheft av legeringen, overflaten av delen er grundig avfettet med bensin og kalsium-magnesiumkalk.
Post-build behandling... Om nødvendig gnis delene inn for å gi arbeidsflaten en mer regelmessig geometrisk form. Runden skal bevege seg fritt langs stemplets akse ved 150-200 rpm på delen. Ved bearbeiding anbefales det å bruke en tynn GOI-pasta. Etter grundig skylling i bensin, måles delene og sorteres i grupper i henhold til størrelsen på diametrene på arbeidsflatene med et intervall på 2 mikron.
Seleksjon og gjensidig lapping... Etter den endelige bearbeidingen velges stemplene og monteres på hylsene. Stempelet skal passe inn i hylsen i omtrent lengden på løpebeltet. Gjensidig sliping av deler utføres ved 150-200 rpm av spindelen. I dette tilfellet brukes en tynn pasta av GOI eller aluminiumoksid. Flytt hylsen langs stempelet jevnt, uten trykk. Slutten av etterbehandlingen er preget av en mer fri bevegelse av hylsen over hele føringsflaten.
Klare damper vaskes i bensin og blåses med trykkluft.
Kontroll og aksept av par... Kvaliteten på lappflatene bestemmes ved visuell inspeksjon og ved å kontrollere den jevne bevegelsen til stemplet i hylsen. Dampen testes deretter for tetthet.
De overlappede overflatene på stempelet og hylsen skal ha en jevn glans, tilstedeværelsen av de minste slagene som knapt er synlige for øyet er tillatt.
Etter spyling av delene i diesel, skal stempelet, forlenget fra hylsen med 40-50 mm, i vertikal stilling, under egen vekt, senkes til anslag mot hylsens endeflate. Ingen lokal motstand, bremsing og stikking av stempelet i hylsen er tillatt.
Tettheten til stempelparene bestemmes ved trykktesting med en blanding av MT-16P olje og diesel med en viskositet på 10 cc ved 50 ° C.
Damper testes under et trykk på 300 kg / cm2 ved en væsketemperatur på 18-20 ° C.
På ris. 164 en anordning for krymping av stempelpar er vist. Testparet er installert i en spesiell avtagbar hylse 3, hvor hylsen er låst med en skrue. Den avtagbare hylsen har spor for montering av stempelet langs rotasjonsvinkelen i forhold til foringsvinduene i posisjonen med maksimal drivstofftilførsel. Bøsningsenheten med det testede paret er installert i kontakten til huset 9 til enheten.
Enden av hylsen er forseglet med en overlappet hæl 8 og klemt med en skrue 6 gjennom stangen 7. Vekten 12 gjennom systemet av spaker 1 og skyveren 2 beveger stempelet opp. Spak 5 brukes til å løfte lasten til øvre posisjon, og låsen 11 brukes til å sikre den. En spesiell spak 10 er utformet for å mate stemplet ned ved retesting.
Ris. 164. Innretning for krymping av stempelpar.
Paret testes i følgende rekkefølge. Lasten er festet i øvre posisjon, bøssingen til enheten, sammen med stempelkøyen, er installert i huskontakten, enden av hylsen er forseglet og hulrommet over stempelet er fylt med pressblanding, åpner ventilen 4 av rørledningen.Da slippes lastlåsen. Under påvirkning av belastningen komprimerer stempelet blandingen til et trykk på 300 kg / cmg og, beveger seg oppover, klemmer den gradvis ut gjennom gapet til testparet. Varigheten av lastens fall, hvorved tettheten til paret bestemmes, noteres av stoppeklokken. Hvert par krympes 3 ganger. Testene anses som korrekte dersom forskjellen mellom de oppnådde dataene fra de to eksperimentene ikke overstiger 3 sekunder. Hvis forskjellen er større, må dampen skylles i ren diesel og testes på nytt.
De renoverte stempelsammenstillingene er sortert i henhold til deres tetthet i tre grupper. Den første gruppen inkluderer par med en krympetid på 6-10 sek., Den andre - 10-15 sek. og ved den tredje 15-20 juice. Hver pumpe er utstyrt med stempelpar med samme tetthetsgruppe.
Damper som ikke oppfyller de tekniske betingelsene med hensyn til tetthet sendes til etterutstyr. Ved lett anfall blir stempelparet igjen vasket grundig i ren diesel og satt under trykk igjen.
For en systematisk kontroll av stativets tilstand, brukes kontroll- og referansepar. I tillegg produseres det en kontrollhylse til hvert stativ. Ved å bruke denne bøssingen velges to stempelpar fra antallet nye deler, hvis tetthet tilsvarer krympetiden 6; 10 og 20 sek. Valget av stempelkuler utføres ved en temperatur på 18 ° C ved bruk av en standardblanding. Kontrollparene er merket: "K-6 sek"; К-10 sek "og" К-20 sek ". Disse dampene lagres ved OTK-anlegget.
For referansedeler brukes følgende merking: "E-6 sek"; "E-10 sek" og "E-20 sek". Disse parene brukes av verkstedveilederen.
Den tillatte forskjellen i tetthet mellom referanse- og kontrollparene er 0,5 sek. for par med en tetthet på 6 og 10 sek. og 1 sek. for par med en tetthet på 20 sek.
Hver dag i begynnelsen av arbeidet, samt etter å ha fylt stativtanken med en fersk blanding, måles tettheten til referanseparene på stativarbeidshylsen.
Avlesningene av stativet anses som korrekte hvis den oppnådde damptettheten avviker fra den nominelle (merket på referanseparet) med ikke mer enn 1 sek. for par med en tetthet på 6 sek., i 2 sek. for par med en tetthet på 10 sek. og pa 4 sek. for par med en tetthet på 20 sek. Hvis forskjellen i avlesninger er større enn de angitte verdiene, kontrolleres referanseparet mot kontrollhylsen. Den tillatte forskjellen i avlesninger ved testing av referanseparet på kontroll- og arbeidsbøssinger tillates ikke mer enn 0,5 sek. for par med en tetthet på 6 og 10 sek. n 1 sek. for par med en tetthet på 20 sek. Hvis forskjellen i testresultatene er større, erstattes arbeidsbøssingen til stativet og tetningshælen med nye deler. Referanseparet kontrolleres to ganger i måneden mot referanseparet på referansehylsen.
Etter sortering i grupper, merkes stempelparene. Deler beregnet for langtidslagring er hermetisert. For dette vaskes stempelparet i ren bensin, tørkes, festes i en spesiell ramme og senkes i et bad med flyolje ved en temperatur på 110-120 ° C. Etter opphør av tildelingen av skum fjernes rammen med detaljene. Etter at oljen renner fra overflaten av delene, vil rammen i 2-3 sek. nedsenket i et bad med en konserveringsmiddelblanding som inneholder 100 g parafin per 1 kg flyolje. Temperaturen på blandingen er 75-85 ° С.
Etter konservering pakkes hvert par inn i pergamentvokset eller azocerittpapir og legges i en boks.
Merk følgende! Bilservicenettverk til gunstige priser. Camber-sjekk er GRATIS! Ingen køer! Reparasjon samme dag!
Last ned/skriv ut emne
Last ned et tema i ulike formater, eller se en utskriftsvennlig versjon av temaet.
Høytrykksdrivstoffpumpen er en viktig komponent i enhver dieselmotor. På grunn av denne mekanismen blir drivstoffet ikke bare en væske, men en drivstoff-luftblanding. En del som et stempelpar virker også på driften av pumpen. Hun er ansvarlig for drivstoffforsyning og distribusjon.
Det er to hoveddeler i utformingen av dette elementet - stempelet og hylsen.
Stempelet består av et lite sylindrisk stempel. Når pumpen går, beveger stempelet seg inne i hylsen. Ved å utføre opp- og nedbevegelser suger stempelet inn drivstoff, og deretter pumpes det vekselvis inn i dysene til arbeidssylindrene, hvor det antennes under høyt trykk i forstøvet tilstand. Stempelparet til høytrykksdrivstoffpumpen har flere hull på hylsen som diesel tilføres gjennom for påfølgende injeksjon.
Med andre ord er hovedformålet med stempelparet å måle drivstoffet nøyaktig, slik at det deretter kan mates inn i motorsylindrene. Dette elementet hjelper også pumpen med å levere drivstoff til rett øyeblikk med riktig trykk. For at alt skal kunne utføres uten avbrudd, er det nødvendig at stempelparet oppfyller alle kravene. Derfor må stempelparet, hvis pris ikke er så liten, produseres på høyteknologisk utstyr, det er urealistisk å lage det hjemme.
Stempelpar til injeksjonspumpe - et komplekst element, det må betjenes med forsiktighet og de nødvendige kravene må følges konstant. For at enheten skal fungere jevnt og effektivt, bør kun drivstoff av høy kvalitet brukes. Siden drivstoffkvaliteten på våre bensinstasjoner etterlater mye å være ønsket, er restaurering av stempelpar en svært populær tjeneste.
Drivstoff av lav kvalitet inneholder en stor mengde kjemiske elementer, noe som reduserer holdbarheten til stempelparet betydelig. Den mest negative effekten er produsert av vann, som kommer inn i drivstoffet som kondensat. Hvis det er mye vann mellom hylsen og stempelet, bryter smørefilmen sin integritet og deretter fungerer delen uten smøring. Dette kan deformere delen så mye at det ikke hjelper å gjenopprette stempelparene. Alt som gjenstår er å kjøpe et stempelpar i butikken og prøve å fylle drivstoff kun med drivstoff av høy kvalitet.
Det er flere tegn på at en del er defekt. En av dem er at motoren nekter å starte, spesielt når motoren er varmet opp. Det er mulig å finne ut om stempelparet til injeksjonspumpen fungerer normalt mens motoren går. Vi må ta hensyn til kvaliteten på arbeidet hans. Hvis stempelparet er defekt, mister motoren kraften, og den fungerer med ukarakteristiske lyder. I tillegg kan motoren gå i perioder og bli ustabil. Hvis minst ett symptom ble lagt merke til, er det nødvendig å stille en diagnose.
Det skal bemerkes at spesialutstyr brukes til diagnostikk. Derfor er det svært vanskelig å si hjemme om stempelparet er defekt eller ikke. På bensinstasjonen kan fagfolk si sikkert om feilen og metoden for å løse dette er justering eller fullstendig utskifting. Under reparasjonen er det nødvendig med spesialutstyr for å gjenopprette tettheten til hylsen og stempelet.
Nå skal det fortelles hvordan du bytter stempelparet. Først må du gå til butikken, hente og kjøpe et stempelpar som passer til en bestemt motor. Det er nødvendig å demontere alt som er fjernet rundt drivstoffpumpen. Dette er nødvendig for å fjerne det gamle stempelparet uten problemer og ingenting kommer i veien. Deretter må du fjerne frontdekselet på motoren, skru av mutteren som fester drivhjulet, og skru deretter av alle rørene og fjern drivstoffpumpen. Alle deler som er i skitten må rengjøres samtidig. Først da kan du begynne å demontere drivstoffpumpen, skru av selve stempelparet, men bare gjøre det med ekstrem forsiktighet og på et spesielt forberedt sted med et sett med nødvendige verktøy.
Det er nødvendig å tømme drivstoffet forsiktig fra det, demontere det gamle stempelparet, sjekke tilstanden til de gjenværende delene, nemlig kamskiven, rullene, boosterpumpen, etc.Deretter kan du montere alt igjen i omvendt rekkefølge, etter å ha vasket stempelparet grundig med diesel fra konservering før installasjon.
For å justere mengden drivstoff som injiseres, er det en spesiell avskjæringsleppe på stemplet. Når bevegelsen til stempelet går opp, lukker den først utløpshullet, og gjennom denne kanten åpner hullet seg litt. Skjæringen av denne kanten er laget med en spiral, slik at når stempelet dreies, endres tiden før avskjæringen. For at stemplet skal rotere og foreta translasjonsbevegelser, hviler det på kamskiven og går i inngrep med tappen. Når skiven roterer, roterer den også stempelet, og kammene kjører inn i rullene og skyver den. Stempelet justeres med shims av forskjellig tykkelse. Det viktigste er ikke å glemme at prisen på et stempelpar er ganske høy, det er en veldig skjør og kompleks del, så den må håndteres veldig forsiktig.
Driften av en dieselmotor er fire slag, hvor det dannes en brennbar blanding av drivstoff og luft. Tenning oppstår ikke på grunn av en gnist, men på grunn av høyt trykk, derfor økes kompresjonsforholdet til dieselmotorer alltid.
Cummins Inc. Er en av verdens ledende produsenter av dieselmotorer og generatorer. Motorene til dette selskapet er veldig forskjellige: kraft varierer fra 30 til 3600 hestekrefter, og motorstørrelser fra 1,5 til 90 liter.
Det er ingen mer kompleks og kritisk enhet i en dieselmotor enn drivstoffinjeksjonssystemet, mer presist, hoveddelen - høytrykksdrivstoffpumpen. Mange sammenkoblende deler, høyt belastede enheter, tilstedeværelsen av et presisjonsdoseringssystem, gjør reparasjonen av injeksjonspumpen til en vanskelig oppgave selv under driftsforhold. Det er desto vanskeligere å reparere høytrykksdrivstoffpumpen til en dieselmotor med egne hender.
I bilteknologi blir nesten alt reparert, bortsett fra kanskje individuelle oljetetninger og mansjetter, hvis reparasjon er umulig uten spesielle materialer. Kompleksiteten med å stille inn, diagnostisere og reparere injeksjonspumpen krever at den ansatte har ferdigheter i å arbeide med presisjonsmekanikk.
Det er rett og slett umulig å justere i henhold til fabrikkparametrene, uten et spesielt diagnostisk stativ for reparasjon av injeksjonspumpen. Under den diagnostiske studien av injeksjonspumpen er det nødvendig å kontrollere:
- syklisk tilførsel av høytrykkspumpen, i hele omdreiningsområdet til injeksjonspumpeakselen, ved oppstart og etter avbrudd av drivstofftilførselen;
- stabiliteten til det utviklede trykket;
- ensartethet av injeksjonspumpens levering til drivstoffinjektoren.
Til og med å ha tilgang til et diagnostisk stativ, og etter å ha studert problemet med å reparere en høytrykksdrivstoffpumpe ved hjelp av en rekke videoer, er det veldig vanskelig å kvalitativt sjekke og evaluere arbeidet.
I tunge dieselmotorer brukes stempel, in-line injeksjonspumper. Ved vedlikehold og reparasjon er slike enheter vanskeligere, siden de krever spesialutstyr for demontering, derfor vil vi ikke vurdere slike høytrykks drivstoffpumper og deres reparasjon.
I en passasjerdieselmotor brukes nesten alltid en injeksjonspumpe av distribusjonstype. I motsetning til in-line pumper, i en distribusjonspumpe, overføres kraften til stempelet ved hjelp av en profilert kamskive. Utformingen av injeksjonspumpen viste seg å være mer kompakt, men det er neppe enklere å forvente å utføre reparasjonen på kneet.
Den mest kjente og rimelige er Bosh VP44-injeksjonspumpen. Ofte oppstår behovet for å reparere pumpens indre når:
- dårlig trekkraft og ufullstendig forbrenning av drivstoff selv under ideelle forhold - i fravær av belastning og en grundig oppvarmet motor;
- en plutselig feil og stopp av en dieselmotor under belastning, som kalles "død ved start". Vanligvis diagnostiserer skanneren i slike tilfeller koden P1630 og P1651.
- utseendet til en dieseldrivstofflekkasje i området av kjerteltetningen til den sentrale akselen til injeksjonspumpen.
Derfor vil vi begrense oss til spørsmålet om å reparere injeksjonspumpen med egne hender ved å bytte ut tetningene og eliminere skåringen av arbeidsflatene til delene.
Før du demonterer pumpens drivakseltetning, prøv å flytte den radialt. Hvis det merkes spill med hendene, er det mulig at årsaken til drivstofflekkasjen er slitasjen på akselens arbeidsflate eller krever reparasjon av lageret.
Et stort antall delte plan og sammenfallende overflater av deler krevde bruk av et stort antall tetninger og kjertler. Som regel er de laget av kvalitetsmateriale og varer lenge nok til de blir skadet under reparasjon eller vedlikehold. I dette tilfellet brukes standard reparasjonssett for DIY-reparasjoner av Bosch-injeksjonspumper.
Det er ganske enkelt å skifte ut tetningen på akselposisjonssensoren og på den automatiske injeksjonstimingen under reparasjoner. For bedre passform kan du dryppe noen dråper spindel- eller motorolje på nye ringer og gummibånd.

For forebyggende reparasjon av en Bosch-injeksjonspumpe med egne hender, må du demontere pumpen i omtrent følgende rekkefølge:
- fjern doseringsventilen fra enden av injeksjonspumpen. For å gjøre dette, skru ut de fire skruene på trykkplaten, løsne forsiktig kabelen til injeksjonsfremføringsventilen. Ved å fjerne de tre skruene som fester doseringsventilen, kan du forsiktig fjerne den fra setet;
- ved å skru av festet på toppdekselet kan du fjerne kontrollkortet og få tilgang til elektronikken;
- vi setter posisjonen til akselen, som vist på bildet, fjerner kameraet og får tilgang til innsiden av injeksjonspumpen;


- etter demontering av lageret ved hjelp av en spesiell avtrekker, får vi muligheten til å studere den potensielle synderen for den dårlige ytelsen til injeksjonspumpen - stempelet til injeksjonsfremføringsenheten. Det er ofte overflateslitasje og kantslitasje på delen. Du kan prøve å gjøre reparasjoner ved å polere overflaten, å erstatte hele delen er mye dyrere.


Etter reparasjonen utføres monteringen i omvendt rekkefølge med vask av delene med diesel.
Ofte, i tillegg til scoring, på overflaten av stemplene er det en annen grunn til at injeksjonspumpen ikke utvikler det nødvendige trykket. Dette kan skyldes rusk, filmer eller voks på filterskjermen inne i pumpen. Det er et nett på siden av innløpsrøret. Å skylle kanalene er en plagsom og ineffektiv virksomhet, det er lettere å fjerne nettet og blåse det med trykkluft.
Avrevne biter av rusk kan sette seg fast i stempelstemplet eller til og med knuse eller ødelegge pumpens drivaksel. Derfor bør rengjøring gjøres svært nøye for å unngå forurensning av de indre hulrommene i pumpen.
Blant de mange årsakene til svikt i den elektroniske "leveren" til injeksjonspumpen, er den vanligste brudd eller utbrenning av kontaktene til kontrollkortet og svikt i krafttransistorer. Hvis kunnskapen og ferdighetene til å jobbe med elektroniske enheter gjør det mulig å utføre en "kontinuitet" av transistorens ytelse og reparasjon, er det verdt å prøve å identifisere årsaken og erstatte den skyldige med et brukbart element.
For å sjekke tilstanden til "synderen", må du forsiktig åpne det svarte dekselet, som sitter tett på gummitetningen med skruer. Den bør fjernes forsiktig for ikke å skade selve forseglingen.


Årsaken til feilen til ikke bare transistoren, men også hele brettet kan være luft fanget i hulrommet på grunn av dårlig ytelse til dreneringssystemet eller tilbakeslagsventilen. Ofte prøver de å eliminere luftingen ved å snurre opp med en starter, i håp om å pumpe diesel inn i høytrykksdrivstoffpumpen på denne måten. I dette øyeblikket er transistoren åpen og lastet så mye som mulig, noe som fører til intens oppvarming. I et luftmiljø med dårlig varmespredning vil det uunngåelig brenne ut. I noen tyske biler er det en beskyttelse som forhindrer et forsøk på å starte motoren i fravær av drivstoff på motorveien. Til dette brukes en drivstoffsensor i tanken.
Feil på transistoren kan fastslås ved å "ringe" en tester eller ved dens utseende. Det beste alternativet for å reparere en slik feil vil være å erstatte hele kontrollkortet.Kanskje det er dyrere enn lodding, men det vil gi garantert kvalitet og stabil drift av injeksjonspumpen etter reparasjon. Som en siste utvei, gi brettet og transistoren for lodding til elektronikkspesialister.
Når du installerer og monterer igjen etter reparasjoner, må du kontrollere at alle fester er tette.
Hvis du under revisjonen ikke foretok utslett og urimelige utskiftninger av deler, bør den sammensatte pumpen fungere med omtrent de samme parameterne som før. Bosch EPS-815 stativ brukes som standard for testing og justering av injeksjonspumpe etter overhaling.
Videoen viser hvordan du øker stempeltrykket i en Bosch VE-injeksjonspumpe:
| Video (klikk for å spille av). |














