I detalj: gjør-det-selv-reparasjon av Ural 4320-rammen fra en ekte mester for nettstedet my.housecope.com.

En tømmerbærer basert på Ural-4320 med en YaMZ-238 dieselmotor og en EPSILON E110L hydraulisk manipulator etter overhaling og modernisering har utmerkede ytelsesegenskaper. Derfor er denne teknikken etterspurt i tømmerindustrien.
Omutstyr av Ural-4320-konverteringskjøretøyet til en tømmerbærer er fullført:
- fullstendig demontering av bilen;
- tømmerbærende utstyr ble produsert: underramme, køye, beskyttelsesskjerm;
- diagnostikk av alle komponenter og sammenstillinger, utskifting om nødvendig.
- diesel atmosfærisk motor YAMZ-238;
- forsterket ramme inne i sidestykkene;
- forsterket ramme for installasjonsstedet til den hydrauliske manipulatoren;
- forsterkede fjærer foran.
I ferd med å overhale og bygge om bilen til tømmerbil med hydraulisk manipulator Det ble utført arbeid for å demontere alle hovedkomponenter og sammenstillinger, samt diagnostikk av deres tekniske tilstand.
Lastekjøretøyer må oppfylle høye pålitelighetsindikatorer når de opererer under tøffe russiske forhold. For å sikre de nødvendige parameterne ble det utført arbeid med dobbel forsterkning av rammen:
- forsterkning av rammen inne i sideelementene;
- forsterkning av rammen på stedet der den hydrauliske manipulatoren er installert.
Når du utfører en større overhaling av rammen til lastebiler, utføres et bredt spekter av arbeider:
- skylling og rengjøring fra gammel maling;
- utskifting av utslitte braketter med nye;
- grunning, maling og tørking i tørkekammer.
Tømmerbilens chassis skal tåle høye driftsbelastninger, spesielt på kjøretøyets foraksel. Før du installerer tømmerutstyr og en hydraulisk manipulator på chassiset, arbeides det for å styrke kjøretøyets fjæring, diagnostisere og erstatte de nødvendige komponentene:
| Video (klikk for å spille av). |
- spyling og fullstendig demontering;
- justering av nylig restaurerte enheter i samsvar med produsentens forskriftsdokumenter med ytterligere innkjøring på spesialiserte stands;
- montering av nye frontfjærer, fjærklatter, trappestiger, bakfjærer, fjærklatter og trappestiger;
- installasjon av nye balanseringsbøssinger, pakninger, ringer og mansjetter, installasjon av nye støtdempere;
- grunning, maling og tørking.
- demontering med fullstendig demontering av alle enheter;
- inspeksjon, feilsøking med utskifting av avviste arbeidsgir, aksler, hus;
- montering ved hjelp av nye lagre, girdeler, shims og tetninger, bøssinger, krager, skiver og festemidler;
- justering av de sammensatte enhetene i samsvar med forskriftsdokumentasjonen for hver enhet med testkjøring på spesialiserte transmisjonsstativ;
- grunning og maling av enheter;
- fylling med smøremidler ved fullført installasjon.
Under overhaling av en bil utføres et omfattende utvalg av arbeider med førerhuset:
- fullstendig demontering av førerhuset, fjerning av gammel lakk;
- utskifting av deformerte og korroderte førerhusdeler;
- grunning, maling, behandling av bunnen av hytta med bitumenmastikk og tørking i tørkekammer;
- installasjon av nytt interiør, seter, dashbord, ledninger og førerhustrim;
- utskifting av deformerte empennage-elementer;
- grunning, maling og tørking av fjærdraktelementer i et tørkekammer;
- undermontering av fjærdrakt og montering på bilen.


Nye styrekomponenter blir installert: styreutstyr, servostyring, servopumpe, styreaksel.
Bare nye komponenter i bremsesystemet er installert: bremseventiler og ventiler, pneumatisk hydraulisk forsterker, bremsehovedsylinder, fungerende bremsesylindere, bremseklosser, hydrauliske og pneumatiske linjer.
Underrammen til tømmerbæreren er basen for plassering og festing av komponentene til hogstutstyret. Selskapet "SPETSLESAVTO" er engasjert i produksjon av underrammer for lastebiler.
SPETSLESAVTO-selskapet er engasjert i produksjon av køyer for tømmerbærere.
Selskapet "SPETSLESAVTO" er engasjert i produksjon av beskyttende gjerder for tømmerbiler, som er designet for å beskytte den hydrauliske manipulatoren og førerhuset på traktoren mot skade.


SPETSLESAVTO-selskapet installerer dieselmotorer på traktorer.
En tømmerbærer basert på Ural-4320-chassiset ble opprettet for drift under de tøffe forholdene i Nord-Russland. Avviker i høy langrennsevne og pålitelighet. Denne tømmerbilen har alle parametrene til en ny bil, men er betydelig billigere i pris og enkel å vedlikeholde.
- Re-utstyr av Ural-4320
- Styrking av fjærer
- Installasjon av den hydrauliske manipulatoren
Vennligst logg inn for å legge igjen en kommentar.
I over 15 år har vi produsert pålitelig spesialutstyr av høy kvalitet.
Rammereparasjon er en ganske vanlig oppgave. Skader er forskjellig, avhengig av arten, disse er sprekker (en ganske vanlig forekomst), og folder og deformasjon.
Ofte i tilfelle av alvorlige ulykker, er oppførselen til rammen svært vanskelig å gjenopprette og upraktisk. Men i de fleste tilfeller kommer skaden til uttrykk i sprekker eller at rammen sprekker. Slike skader kan repareres trygt. Men det er viktig å følge reparasjonsteknologien, siden rammestrukturen fungerer under vanskelige forhold, veldig sterke torsjonsbelastninger.
- du må lage mat med en halvautomatisk enhet,
- unngå overoppheting,
- pass på å kutte sømmene,
- kok roten av sømmen.
Før du starter reparasjonen, må du nøye inspisere rammen for sprekker. Et videoendoskop er egnet for intern undersøkelse. Hvis du ikke har en spesialisert, kan du kjøpe et USB-endoskop som fungerer med en bærbar PC eller smarttelefon.
For reparasjoner må du gi tilgang til skadestedet, om nødvendig demonter delene som forstyrrer arbeidet. Den beste metoden er å frigjøre rammen for alle vedlegg og komponenter for å redusere belastningen. Hvis sprekkene har delt seg, må de først bringes ned ved hjelp av jekker og sørg for å måle de diagonale kontrollpunktene til bilen. Avstandsforskjellen bør ikke overstige 5 mm. Hvis det er avvik, må du trekke rammen på slipwayen.
Rettingen av rammen, inkludert på steder med sprekker, utføres i kald tilstand med en slegge og hammere, ved hjelp av dor og støtter.
På lastebiler og semitrailere styres rammen ved hjelp av pneumatisk eller hydraulisk utstyr.

Sprekker repareres ved sveising og nagling av forsterkende foringer.
Hovedfunksjonen i forberedelse til sveising:
- bestemmelse av den synlige enden av sprekken (ved hjelp av et forstørrelsesglass);
- boring av enden av sprekken (før du borer, vri midten under hullet i en avstand på 5-10 mm fra den synlige grensen til sprekken langs linjen av dens retning; bor med en bor med en diameter på 5-6 mm );
- skjærekanter i en bøyning på 90 grader til en dybde på 2/3 av tykkelsen på metallet til delen, med en plasmakutter, hvis ikke, kan du bruke en kvern, men det tar lengre tid.
- rengjøring av kantene på en sprekk med en bredde på 20 mm (stålbørste eller elektrisk slipemaskin).
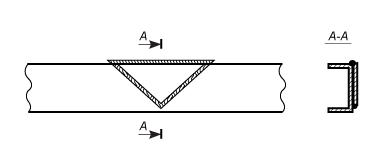
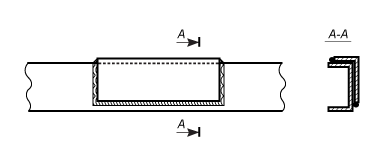
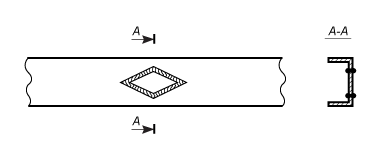
Sprekkene på sidestykkene er eliminert:
- sveising og installasjon av en ekstern eller intern forsterkende boksformet foring på nagler;
- sveising av en sprekk og sveising av en forsterkende trekantet plate;
- sveising av en sprekk og sveising av en forsterkende plate laget av vinkelstål;
- langsgående sprekker eller en haug med sprekker på den vertikale veggen elimineres ved å kutte ut det skadede området og sveise en diamantformet innsats;
Før du installerer overlegget, må sømmen trimmes i flukt med basismetallet.
Hvis det ikke er mulig å koke roten, er det bedre å ikke ta opp sveising av rammer.
- Første pass rotkok: strøm 100 A metalltråd Sv08 1,2 mm gassblanding Ap + CO2 20 % korte ruller fra venstre til høyre over sprekken med avbrudd av buen og uten overoppheting av metallet, men med dannelsen av en omvendt rulle.
- Andre og tredje passeringsstrøm 110 A nøyaktig det samme, men rullene skal være tynne og overlappe hverandre.
- Fjerde passstrøm 120 A en rulle i hele sporets bredde med en liten tilnærming til grunnmetallet, rullene er tette og, avhengig av varmetapet, kan det være en kontinuerlig søm, men uten å overopphete metallet (3-5 ruller og avbrudd av buen).
- Den femte rullen overlapper i hver retning minimum tilberedes på samme måte, men uten å avbryte buen. Sømmen er bred, konveks og ganske jevn.
Den vertikale tilberedes kun fra topp til bunn. Hvis klienten ber om å skjule sporene etter sveising, er den femte rullen ikke tilberedt.
Hvert tilfelle av rammesveising er veldig individuelt.
Store sømmer bør ikke kokes om gangen, siden metallet i den varmepåvirkede sonen vil herde og bli sprøtt når det deformeres.
På bildet er rammen allerede laget, sømmen er ekkel. Jeg måtte gjøre om det.
Sømmer ble kuttet i 90 grader, der VIN var, måtte det bores hull, dette for å avlaste stress, så en del av sprekken kan ikke sveises, og hvis du ikke lager hull, vil sprekken gå fra metallpåkjenning. tilbake til sveising.
Sømmene ble sveiset ved hjelp av teknologien ovenfor.
I reparasjonen som er gitt ovenfor, var puten ikke nødvendig. En ekstra sveisesøm er ikke bra for strukturen. Putene brukes i tilfelle du trenger å forsterke rammen, hvor metallet er slitent, og det er mange vertikale sprekker. Det er bedre å sveise diamant- eller elliptiske overlegg i stedet for å overlappe.
For foringer og lapper må du ta det samme stålet som rammen er laget av.
her er grenen min der jeg reparerte rammen.
bilen min går på daglig basis nå.
alt fungerer bra det er ingen kommentarer til reparasjonen av rammen.
Det er lurt å pakke inn den gamle rammen med en ny som passer.
du må fortsatt starte en slik reparasjon med sandblåsing
gud hjelpe.
Fig-se, hvilken ramme bør du være oppmerksom på? Hvilken er nærmest "oss" eller hvilken er alt i romber? Hvordan savner Kyzya noe slikt?
Fig-se, hvilken ramme bør du være oppmerksom på? Hvilken er nærmest "oss" eller hvilken er alt i romber? Hvordan savner Kyzya noe slikt?
Ja, angående ZIL, jeg er også interessert?
den som er nærmere, jeg solgte dem et halvsnitt, de skal skjøte den med halen (forresten, den er fra zil).
og her er de siste bildene av zilkaen min
[SITAT = Dzenz; 1151760895] Rammen brakk på begge sider. Ødelagt ved festepunktet til de bakre stigene. Jeg lette etter noe lignende på forumet fant det ikke.
Leter du etter råd om hvordan BEST å brygge?
Kan noen hjelpe med et materiale?
Jeg vil være takknemlig for alle nyttige råd.
Rammen til Ural-biler av spar-typen består av to bjelker, som er forbundet med seks tverrstenger og en frontstøtfanger.
Rammens sidevanger er smidde, laget av variabel profilplate, forsterket i midten og bak. Slepekroker er montert foran på rammen for sleping av kjøretøyet. I den bakre delen av rammen er det montert en slepeanordning i tverrbjelken, utstyrt med en dobbeltvirkende fjær, som myker opp støtbelastningene på rammen ved kjøring med tilhenger.
Rammene til kjøretøyene Ural-377, -375Н, -377С, -375СН har balansebraketter forkortet i høyden, som reduserer lastehøyden på plattformen med 44 mm.
Rammene på semitrailertraktorene er forkortet bak og har to stive slepekroker i stedet for slepeinnretning. For vedlikehold og beskyttelse mot sølesprut er det installert plattformer på rammene til lastebiltraktorer.
Chassisrammen til Ural-375A-bilen, i motsetning til rammen til Ural-375D-bilen, er forlenget med 335 mm bak.
Vedlikehold av rammen består i å kontrollere dens geometriske form, boltede og naglede forbindelser.
Kvaliteten på nagleskjøten kontrolleres ved å banke på naglene med en hammer. Løse nagler bør erstattes med nye eller bolter og muttere.Ved reparasjon av en nagleskjøt i tilfelle slitte naglehull (mer enn 15 ° / o / nominell diameter), sveis hullene og bor nye etter merking.
Avbøyninger og forvrengninger av rammen bestemmes ved inspeksjon, samt ved kontroll ved hjelp av linjaler og maler.
Den geometriske utformingen av rammen kontrolleres ved å måle den opp til diagonalen i separate seksjoner. Forskjellen mellom hver to diagonaldimensjoner med samme navn (B, C, D, D, E) bør ikke overstige 5 mm.
Forskjellen i bredden på fremre og bakre ende av rammen bør ikke være mer enn 4 mm.
Rediger rammen når den er kald.
Vedlikehold av slepeanordningen består i å smøre og rense den for skitt, stramme boltene som fester slepeanordningens tverrligger til rammen, i å kontrollere sideklaringen til kroken i styrebøssingene. Slepekrokmutteren må strammes til en posisjon som hindrer aksial bevegelse av kroken. I dette tilfellet skal kroken rotere fritt for hånd.
Ris. 1. Ramme:
1 - frontbuffer; 2 - slepekroker; 3 — høyre spar; 4 - det første tverrelementet; 5 - brakett for førerhuset og støtdemperen; 6 - forsterkere av spars; 7 - tverrstykke av den ekstra overføringsstøtten; 8 - hyttebrakett; 9 - andre tverrelement; 10 - tredje tverrelement; 11 - fjerde tverrelement; 12 — femte tverrstykke; 13 - sjette tverrelement; 14 - tilbake buffere; 15 - tverrstykke av slepeanordningen; 16 - balanserbrakett; 17 - bakre brakett til frontfjæren; 18 - venstre sparre; 19 - frontbrakett til en frontfjær
Ris. 2. Slepeanordning:
1 - mutter; 2 - vaskemaskin; 3 — tverrligger på slepeinnretningen; 4 — erme; 5 - våren; 6 - tverrstykket til slepekroken; 7 - bolt; 8 - låsehund; 9 - hundens akse; 10 - lås; 11 - kjede; 12 - finger; 13 - slepekrok; 14 - forsterkende plate
Ris. 3. Kontroller geometrien til rammen
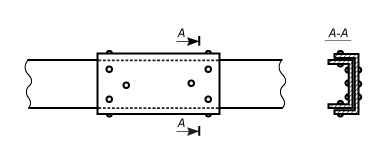
Avhengig av kvaliteten på sveisearbeidet er reparasjon av sidevangene et tiltak som sikrer kjøretøyets kjørelengde før man skifter ut den reparerte rammen med en ny. Hvis det oppdages sprekker i rammens sidevanger, utfør følgende arbeid.
Ved enden av sprekken bor du et gjennomgående hull med en diameter på 3-5 mm. Skjær et spor for sveising langs hele lengden av sprekken på begge sider av rundseksjonen til en dybde på 4 mm i en vinkel på 90 °. Påfør sveisesømmen fra det borede hullet til enden av sprekken. Glatt sømmen på innsiden av det langsgående elementet til forsterkningslisten sitter tett. På innsiden av den sveisede sprekken, installer en forsterkende plate med en kanalseksjon, og plasser den symmetrisk i forhold til sprekken. Sveis kun forsterkningsplater med langsgående sømmer. Materialet til de forsterkende foringene er en 6-8 mm tykk stålplate.
Ris. 4. Installasjonssted for forsterkningsputer ved reparasjon av tverrbjelke nr. 2:
1 - mulige steder for sprekker; 2 - forsterkende stripe
På biler produsert før 1972 var øvre og nedre del av tverrbjelke nr. 2 forbundet med nagler. Hvis det blir funnet en sprekk på bunnplaten av tverrbjelke nr. 2, er det nødvendig å bore et hull med en diameter på 3-5 mm i enden av sprekken og installere en boltepute. For å feste foringene kan du bruke eksisterende naglehull eller bore ekstra hull Ø 11 mm for bolter Ø 10 mm.
Materialet i foringen er en 5–8 mm tykk plate av bløtt stål.
Hvis det blir funnet sprekker på skoene til tverrbjelken nr. 2, som går gjennom de ekstreme naglerne til festet til runden, er det nødvendig å kutte ned åtte ekstreme nagler og bore gjennom hull 0 15 mm i en avstand på 50 mm fra kutte nagler. Bor enden av sprekkene på skoene med 0 3-5 mm, sveis sprekkene. Fest tverrbjelken til sidevangene gjennom forsterkningsputer med M14X 1,5X40 bolter, M14X 1,5X11 muttere, 14,2X23,2X4,5 skiver. Materialet til den forsterkende foringen kan være en stålplate 5-8 mm tykk. De omtrentlige målene på foringen er 90X32.
Ris. 5. Installasjonssteder for forsterkningsputer ved reparasjon av sko av tverrbjelke nr. 2:
1 - mulige sprekker i skoen; 2 - forsterkende stripe
Ved reparasjon av rammesidevanger og tverrbjelke nr. 2 anbefales det å bruke elektroder av typen E42A, E46A, E50A med en stangdiameter på 3 til 5 mm. Etter reparasjoner, mal rammen.
Et av de karakteristiske tegnene som indikerer behovet for å demontere og justere girkassen er økt støy når kjøretøyet er i bevegelse. Årsaker til økt støy:
- forskyvning av kontaktlappen i inngrepet av skrågirene som et resultat av brudd på justeringen av de koniske lagrene;
- beslag og flising av girtenner, slitasje på lagre, samt utilstrekkelig oljenivå i akselhuset.
feste og rull vognen ut fra under bilen.
Prosedyren for demontering av den midtre (bakre) drivakselen er som følger.
Plasser kjøretøyet på inspeksjonsgrøften. Lukk hjulkranene (kun for Ural-4320 og 4420).
Løsne mutterne som fester hjulene på akselen som skal demonteres, fjern beskyttelsesdekslene og koble fra lufttilførselsslangene fra hjulventilene.
Tøm smøremiddelet fra akselhuset.
Hev den bakre delen av kjøretøyet og plasser et stativ under den bakre enden av rammen. Skru av hjulmutrene og fjern hjulene. Installer og fest enheten (fig. 1).
Bruk de justerende eksentrikkene til å spre bremseklossene, og forhindrer derved at akselbjelken dreier seg under påfølgende demonteringsoperasjoner.
Fjern propellakselen til den midtre (bakre) akseldriften, koble fra slangene og ledningene til bremsene, tetningssystemet (kun for Ural-4320 og 4420) og dekkpumpesystemet.
Koble den øvre momentstangbraketten fra akselbjelken, koble fra og fjern de nedre momentstengene.
Rull monteringsvognen under broen og, etter å ha fjernet hele brobjelken, senk den ned på trallen ved hjelp av verktøyet.
Koble fra verktøyet og rull ut vognen med den drivende midtre (bakre) akselen fra under kjøretøyet.
Når du fjerner forakselen, utfør forberedende arbeid tilsvarende de som er beskrevet ovenfor. I tillegg er det nødvendig å koble fra styreleddets bipod fra venstre styrespak, den hydrauliske boosteren fra høyre styrespak.
Koble fra og fjern de nedre støtdemperhodene fra brakettene.
Bruk den installerte og faste enheten til å heve akselen og, ved å skru av mutrene på stigene, fjern klemmene for å feste de fremre fjærene.
Senk den fremre drivakselen ned på boggien.
Girkassen på forakselen, i motsetning til girkassen på den midtre (bakre) akselen, må demonteres først etter at akselenheten er fjernet fra kjøretøyet.
Plasser den demonterte forakselen på stativene. Koble fra styreleddet, bremseslanger og tetningssystemer.
Skru ut mutterne som fester kuleleddene.
Ved hjelp av en spudger, fjern knokene ved hjelp av sporene i kuleleddflensene.
Fjern sidedekselet 35 (se fig. 2) på girkasseenheten med oljeinntaksforbindelsen 25 og skru ut boltene og mutrene som fester girkassen, inkludert to bolter plassert inne i veivhuset.
Ved hjelp av en løfteanordning, fjern girkassen fra akselhuset.
Middels (bak) akselredusering ved hjelp av et verktøy for å demontere direkte fra kjøretøyet installert på inspeksjonsgrøften, for å gjøre dette, lukk hjulventilene, fjern beskyttelsesdekslene og koble lufttilførselsslangene fra hjulventilene.
Tøm smøremiddelet fra akselhuset. Skru løs boltene som fester navhettene, skru av lufttilførselsbrakettene fra akselakslene og fjern navhettene sammen med tetningene og lufttilførselsslangene. Deretter, bruk en avtrekker, fjern akselakslene.
Omfanget av utført arbeid og deres kompleksitet. Demontering av Ural-4320-bilen i enheter. Reparasjon av teknologisk prosess. Rasjonell sekvens av operasjoner. Beregning av hovedutstyret. Beregning av behovet for energiressurser.
Studenter, hovedfagsstudenter, unge forskere som bruker kunnskapsbasen i studiene og arbeidet vil være veldig takknemlige for deg.
postet på
Arbeidsproduktivitet, kostnadsreduksjon og forbedring av kvaliteten på bilreparasjoner avhenger i stor grad av de organisatoriske metodene for overhaling av biler. I reparasjonsbransjen er det individuelle, nodale og in-line metoder for overhaling. Valget av metoden avhenger av antall, designfunksjoner og enhetlighet av maskiner, samt av det tekniske utstyret til reparasjonsfirmaet.
Tatt i betraktning at veksten av arbeidsproduktivitet avhenger av nivået på mekanisering og automatisering av produksjonsprosesser, er derfor en av hovedoppgavene å utstyre hver arbeidsplass, post med et sett med teknologisk utstyr, verktøy og enheter så mye som mulig.
Av stor betydning for å øke arbeidsproduktiviteten under vedlikehold og reparasjoner, og sikre kvaliteten på dem, er den utbredte innføringen av vitenskapelig organisering av arbeidskraft (NOT) i produksjonen. Sistnevnte inkluderer et stort spekter av tiltak, inkludert forbedring av organisering og vedlikehold av arbeidsplasser, forbedring av teknikker, metoder og regulering av arbeidskraft, skape gunstige sanitære, hygieniske og estetiske arbeidsforhold mv.
Hensikten med kursprosjektet mitt er å designe en avdeling for demontering av maskiner til enheter av en avdeling.
Målene for prosjektet er å beregne hyppigheten av vedlikehold; bestemmelse: antall tjenester per år, den tekniske beredskapskoeffisienten, det daglige programmet for biler; fordeling av arbeidsintensitet for vedlikehold og reparasjon av kjøretøy og selvbetjening av bedriften; fordeling av arbeidsintensitet; beregning av antall arbeidere; utvalg av teknologisk utstyr; avdelingsoppsett osv.
Prosjektert avdeling demontering av biler til enheter på et bilreparasjonsanlegg er ment for demontering av et URAL-4320 kjøretøy i enheter for å sende dem til deres avdelinger for reparasjon.
Denne avdelingen er en del av demonterings- og monteringsverkstedet. Det er planlagt å organisere den teknologiske prosessen med å demontere maskiner i enheter.
- Organisering av arbeidernes arbeid, klarhet i produksjonsstyringen (om det er tap av arbeidstid, analyser hvorfor);
- Overholdelse av arbeidsdisiplin ved anlegget;
- Behovet for å erstatte utdatert teknologisk utstyr;
- Tilgjengelighet av et tilstrekkelig område av avdelingen (sonen) for å utføre arbeidsomfanget;
- Nødvendighet og mulighet for mekanisering av arbeidskrevende arbeid, utelukkelse av manuelt arbeid;
- Overholdelse av den eksisterende utstyrsordningen med kravene til den vitenskapelige arbeidsorganisasjonen;
- Krav til tilstanden til ventilasjon, belysning, brannslukningsutstyr;
- Tilgjengelighet av nødvendig dokumentasjon (teknologiske kart etc.).
Ural-4320 - dobbel langrennsbilmed et hjularrangement på 6 Ch6, produsert ved Ural Automobile Plant i Miass (Russland), inkludert for bruk i de væpnede styrkene i familien av enhetlige hærkjøretøyer "Susha" frem til 1998.
Ural-4320 ble designet for å transportere varer, mennesker og tilhengere på alle typer veier. Den har betydelige fordeler i forhold til lignende kjøretøy: den overvinner lett sumpete områder, vadesteder opp til 1,5 m, grøfter opp til 2 m, grøfter, stiger opp til 60 ‰. For 1986 ble det produsert mer enn en million lastebiler. I dag produseres Ural med en dieselmotor på 230/300 hk (Euro-2).
Opprinnelig var Ural-4320 utstyrt med en KamAZ-740-motor, men som et resultat av en brann ved KamAZ-motoranlegget i 1993, stoppet leveransene av denne motoren og YaMZ-236- og YaMZ-238-motorene fra Yaroslavl Motor Plant begynte å bli brukt. Til å begynne med skilte modifikasjoner med en YaMZ-238-motor seg utover med et lengre motorrom, og biler med en YaMZ-236-motor beholdt samme motorrom som i biler med en KAMAZ-740-motor (forskjellen er at biler med YaMZ-236 har et luftfilter på høyre vinge). Siden midten av 2000-tallet har alle biler, uansett motormodell, blitt produsert med utvidet motorrom.
Siden midten av 1990-tallet har det dukket opp en bred støtfanger med frontlykter på Ural-4320 og Ural-5557, og plastplugger har dukket opp i vingene, ved de gamle frontlysfestepunktene. Dog eksklusivt for Forsvarsdepartementets behov, etter særskilt pålegg, til nå [når?] Biler med smale støtfangere og frontlykter i fenderne leveres.
Siden 2009 er det installert et nytt førerhus med glassfiberfront på biler i serien.
12-14 t med lavprofils brede dekk med justerbar hjuloppblåsing, noe som øker kjøretøyets permeabilitet betydelig;
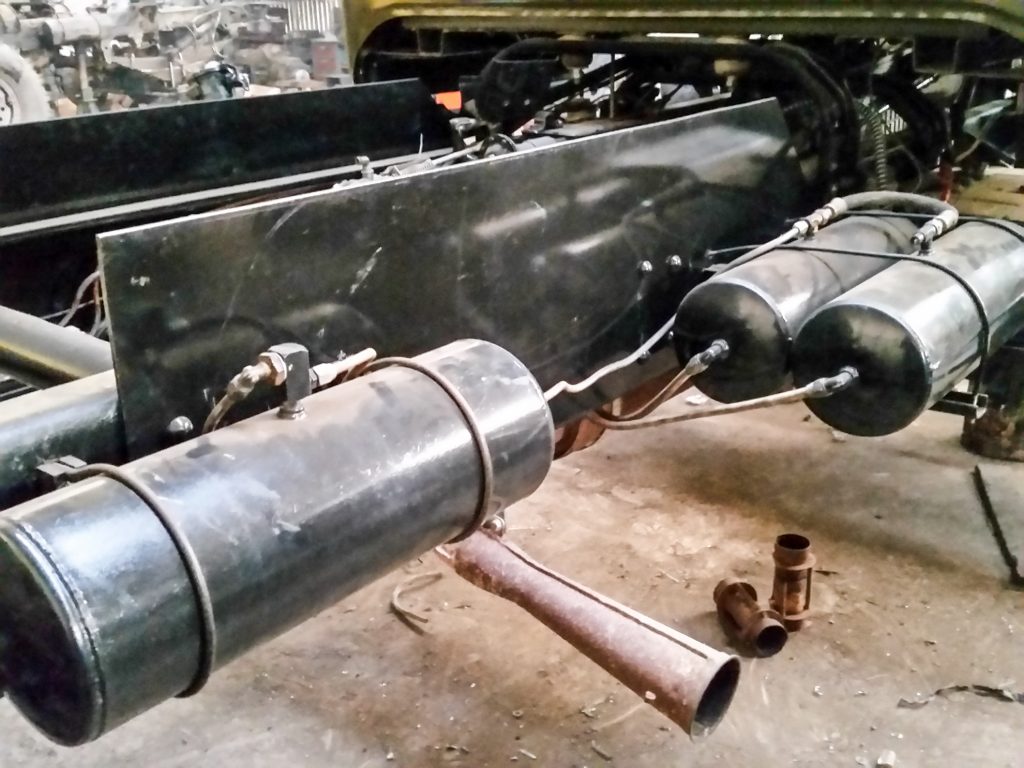
Arbeidene utføres på grunnlag av LLC TPK "Ural-MAIR" i byen Miass. Selskapet er engasjert i implementeringen av følgende arbeid for å forbedre og optimalisere Ural-kjøretøyet.
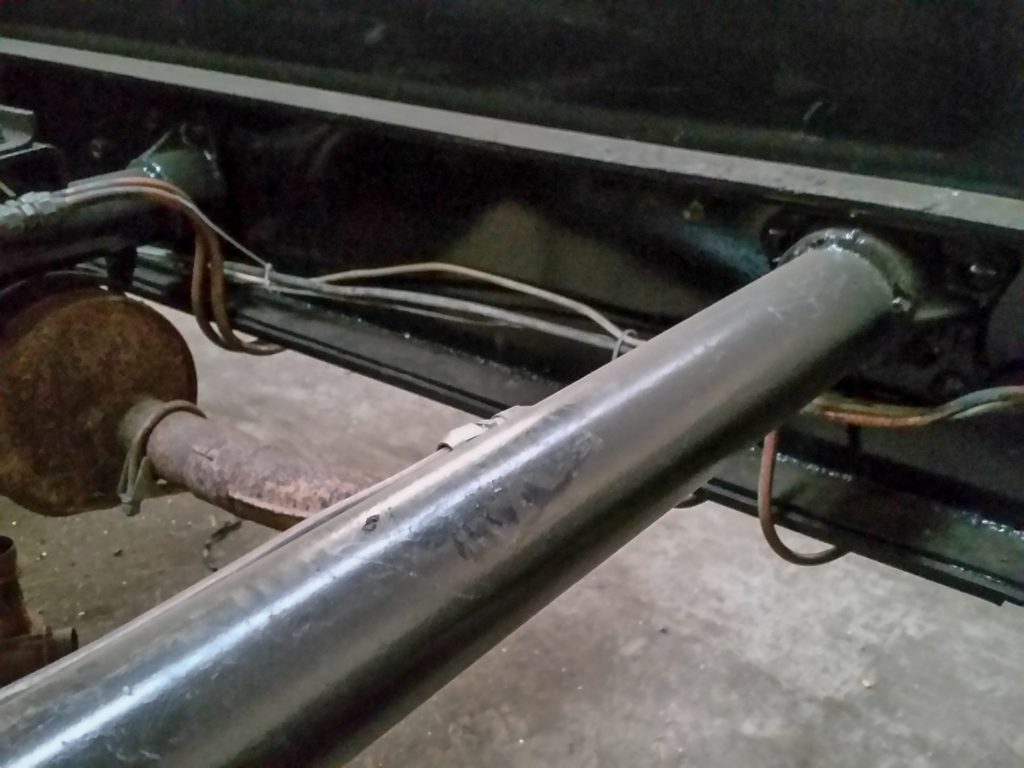
- fjerning av lyddemperen fremover;
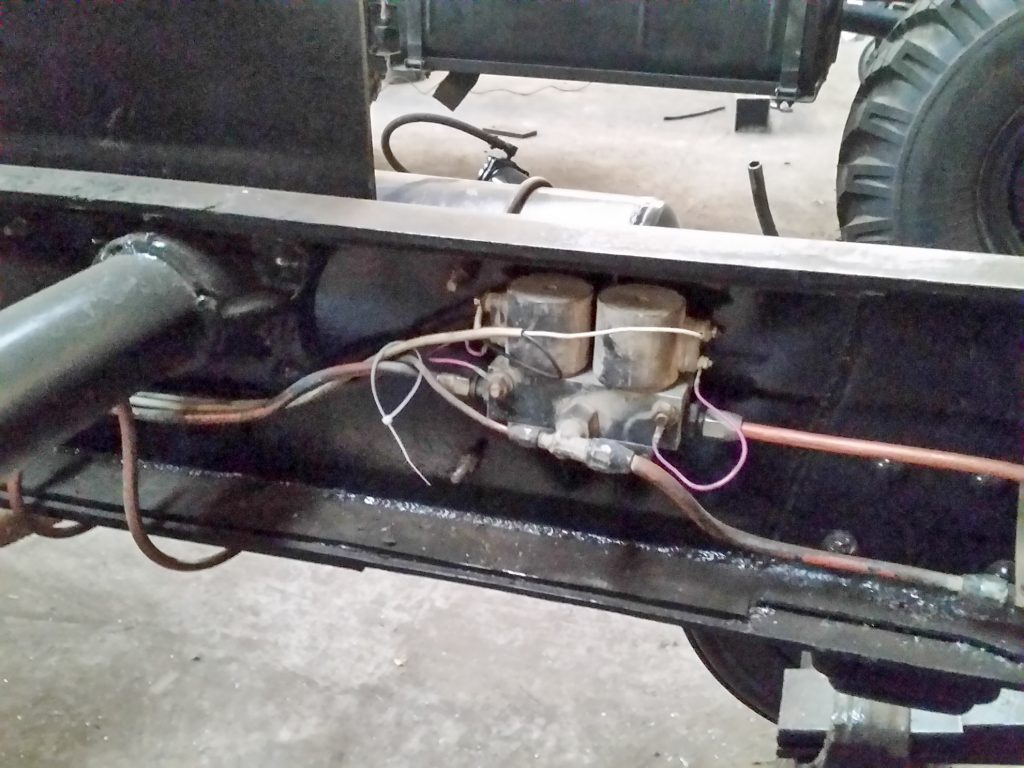
- skjerming av elektriske ledninger;
- forsterkning av veggene til bilens bensintank med side- og bunnsidebeskyttelse;
- installasjon av blinklys på maskinen.
- Ekstern utløserkontakt;
- OV-95;
- OV-65;
- plan 3,5 kW;
- O-31 (5 kW);
- installasjon av en elektrisk forvarmer fra 220 volt.
- installasjon av en spesiell underramme under salen;
- oppvarming av drivstoffledninger;
- varmeforsyning for varmefiltre FTO, FGO;
- isolasjon og oppvarming av batteriet;
- oppvarmet alle seter i bilen;
- oppvarmede speil;
- fjerning av lyddempersystemet,
- isolasjon av hytta med penofol;
- installasjon av doble hytter;
- interiør / hytte isolasjon med filt;
- salg av isolerte setetrekk.
- installasjon av en bakre underkjøringsbeskyttelsesanordning;
- fjerning av lyddemperen opp;
- isolasjon av hytta / hytta med en sovepose med penofol;
- oppvarming av drivstoffinntaket;
- installasjon av et nedre etterfølgende system;
- revisjon, forlengelse og styrking av rammen;
- installasjon av en ekstra drivstofftank (200, 300 eller 500 liter).
Du finner en komplett liste over typer forbedringer og priser for dem i pris liste.
-Reparasjon av URALA-4320 drivaksler.
-Reparasjon av flyttekassen.
Ural kjøretøy (6x6) med dieselmotorer YaMZ-236M2 og YaMZ-
238M2 JSC "Avtodiesel" Yaroslavl, tre-seters førerhus i metall,
plassert bak motoren, designet for å transportere varer, mennesker og
trekke tilhengere på alle typer veier og terreng. Grunnmodeller
er flerbrukskjøretøy Ural-4320-10 (fig. 1) og Ural-
4320-31 (fig. 2), skapt ved å modernisere kjøretøyet Ural-4320, hvor bindestrekene
- 10 og 31 (30) viser motormodellen (YaMZ-236M2 eller YaMZ-238M2
henholdsvis) installert på kjøretøyet.
Ural-4320-10 og Ural-4320-31 kjøretøyer overholder TU-kravene
37.165.223-93 «Ural-4320-10 flerbrukskjøretøy og dets
modifikasjoner ", TU 37.165.246-94" bil Ural-4320-31 flerbruks
formålet og dets modifikasjon».
Ressurs før første overhaling under den første kategorien av forhold
drift i henhold til «Forskrift om vedlikehold og
reparasjon av rullende materiell for veitransport”, med forbehold om samsvar
av alle reglene spesifisert i bruksanvisningen må ikke være mindre enn:
- for biler Ural-4320-10, Ural-4320-31 og deres modifikasjoner
- for bilen Ural-44202-0311-31 - 200 000 km.
I løpet av den angitte perioden er utskifting av komponenter og sammenstillinger tillatt,
passerte den etablerte kjørelengden, så vel som kjøpte produkter, ressursen som,
etablert av den tekniske dokumentasjonen til leverandørbedriftene og
standarder, mindre kjøretøyressurs.
Produktets levetid er 10 år, ikke mindre.
Ural-kjøretøyer er designet for å operere ved temperaturer
omgivelsesluft i området fra pluss 50 til minus 45 ° С (kortsiktig
På grunnlag av Ural-4320-31 og Ural-4320-10 produseres kjøretøyer
- Ural-43202-0351-31 kjøretøy for generelle transportformål med
- lastebiltraktorer Ural-4420-10 og Ural-4420-31 er designet for
tauing av spesielle semitrailere på alle typer veier og terreng;
- Ural-44202-0311-31 lastebiltraktoren er designet for tauing
semitrailere på alle typer veier;
- Ural-44202-0612-30 lastebiltraktoren er designet for tauing
semitrailere på flyplasser og flate områder;
- bil Ural-4320-0911-30 med økt base er designet for
transport av varer og mennesker på alle typer veier og terreng;
- biler Ural-4320-0611-10 og Ural-4320-0611-31 med tre
plattform og markise er designet for godstransport.
1.Bekjentskap med foretaket.(Federal State Unitary Enterprise of the Defense Ministry of the Russian Federation. Veliky Novgorod. Pankovka-oppgjøret) Bestått sikkerhetsinstruksjoner (vedlegg 1) Fikk i oppdrag å reparere Ural-bilen.
Reparasjon av ledende broer URALA-4320,
Drivaksler på kjøretøyet gjennom passasjetype, med det øvre arrangementet
Hovedgiret på akselen er dobbel, består av et par vinkelgir 1 og
14 (fig. 39) med spiralformede tenner og et par sylindriske tannhjul 4 og 32 med spiralformede tenner. En symmetrisk vinkeldifferensial med fire satellitter er boltet til det drevne sylindriske tannhjulet.
Avhengig av de tekniske kravene til bilen, hovedgirene
har girforhold på 7,32; 6,7; 8.9 og 8.05
1-vinkeldrevet gir; 2,23-sylindriske rullelager; 3-
hovedutstyr tilfellet; 4-pinions sylindrisk driving; 5-glass lagre;
6-konisk rullelager; 7,8,12-justerende pakninger; 9-deksel
lager kopper; 10-flens på midtakseldrevet; 11-mansjett; 13-glass
lagrene av de ledende bevel gear; 14-fas drivgir; 15-
pusterom; 16-aksel av drivhjulet; 17-pakning; 18-flens på bakakseldrevet;
19-flensmutter; 20-baklagerdeksel; 21-avstandshylse; 22-deksel
front peiling; 24-justerende skive; 25-mutter; 26-lås skive; 27-
låse skive; 28-låsemutter; 29-halvaksialt gir; 30-satellittdifferensial;
31-differensial tverrstykke; 32-girs drevet sylindrisk; 33-skive
Brukerstøtte; 34-differensiallagerdeksel; 35-platers låsing; 36-plater
låse; 37-mutter justering av differensiallager; 38 kopper
differensial; 39-veivhusdeksel; I-for forakselen; II-for bakakselen.
Hovedgirene på for- og bakakselen skiller seg fra hovedgirene.
overføring av midtaksel med drivflenser.
Den midtre (bakre) ledende akselen (fig. 4):
1-mansjetter for lufttilførsel; 2-sylindret hjul; 3-trommelbrems; 4-halvakse;
5-fjær støttebrakett; 6-veivhusdeksel; 7,9-pakninger; 8-girs hovedledning;
10-akslet hus; 11-tømmeplugg; 12-plugger kontroll; 13-akslet akselhus.
Forakselen bil ledende, kontrollert.
momentet til de fremre drivhjulene overføres gjennom akselakslene og leddene med like vinkelhastigheter.
Kjør til de styrte hjulene på den fremre drivakselen (fig. 5):
1-slange for lufttilførsel; 2-lås skive; 3-lås skive; 4-låsemutter;
5-hjulslager mutter; 6-pins; 7-sidig luftinntak; 8-deksel
hjulnav; 9-halvakse ytre; 10-blokk med mansjetter; 11,17,19-pakninger
forsegling; 12-lager; 13-hub; 14-sylindret hjulbrems; 15-
bremse trommel; 16-kalipers brems; 18-ball støtte; 20-halvakse, intern;
21-akslet akselhus; 22-knyttneve hengsel; 23-skive hengsel; 24-plugger hann
halve aksler; 25-pinners; 26-reflektor; 27-mansjett.
.Ved reparasjon av drivaksler oljer brukes
i henhold til kartet over smøremidler og arbeidsvæsker, og videre opprettholde det nødvendige nivået i veivhusene. For å erstatte fettet i forakselens halvakselhengsler, fjern hjulet, bremsetrommelen med nav, kaliper, dreietapp. Vi fjerner fettet og vasker delene av leddet med konstant hastighet.
Hvis det er nødvendig å demontere kuleleddet fra forakselhuset
bruk avtrekkerbolter. For å gjøre dette installerer vi dem i de gjengede hullene til kuleleddflensen, og ved å snu dem jevnt fjerner vi kuleleddets hale fra inngrep med akselakselhuset.
Konstanthastighetsleddet (fig. 6):
1-plugg; 2-neve; 3-plater; 4-halvakse intern.
Juster sluttstasjonen i følgende rekkefølge:
en.Installer hovedgiret i enheten, fjern differensialen
og flenser. Fjern boltene som fester lagerskålen til det koniske drivhjulet. Ta ut pinjongakselen med et glass og et pinjong. Plasser tannhjulet i en skrustikke, grip det i ringgiret. Skru løs boltene som fester dekselet og fjern det. Lås opp låsemutteren og slå den av. Fjern låsen og låseskivene. Trekk til mutteren med et dreiemoment på 50-500 N.m (45-50 kgf.m).
Installer indikatorarmaturen og bestem gapet i
briars. Hvis det ikke er noe mellomrom etter tiltrekking av mutteren, juster
kopplager er påkrevd.
Beregn mengden reduksjon i tykkelsen på mellomlegget 24
(se figur 3) (klaring pluss 0,03-0,05 mm forspenning).
Skru av mutteren, fjern lageret og shims. Slip (eller velg) skiven til ønsket størrelse, installer skiven og sett sammen lagerenheten til drivhjulet. Tiltrekkingsmomentet til mutrene er 450-500 N.m (45-50 kgf.m). Lås låsemutteren ved å bøye skiven til en av kantene. Dreiemomentet som kreves for å dreie det ledende vinkelgiret i lagrene, bør være 0,6-1,4 N.m (0.06-0.14 kgf.m). Dynamometerkraft
når du vikler ledningen fra overflaten av glasset - 7,5-17,5 N (0,75-1,75 kgf) (fig. 7)
koniske drivlager
2. Juster lagerforspenningen til drivenheten
sylindrisk gir. Juster lagrene ved å velge en pakke med pakninger 8 (se figur 3) under dekselet 9 på koppen 5. Dreiemomentet som kreves for å dreie mellomakselen bør være 0,9-1,5 N.m (0.09-0.15 kgf.m) ...
3. Installer glasset med det ledende vinkelgiret i hovedhuset.
noah overføring. Stram koppens monteringsbolter til et moment på 60-80 N (6-8 kgf).
Kontroller at de skrå tannhjulene er riktig innkoblet på malingen. Lengde
fordypningen må være minst 60 % av tannlengden.
4. Installer differensialen og juster lagrene til differensialen
ferensiell. Stram boltene til differensiallagerdekslene til et moment på 250-320 N.m (25-32 kgf.m). Juster differensiallagrene med muttere 37 (se fig. 3). Etter å ha strammet mutrene, bør avstanden mellom differensiallagerdekslene øke med 0,04-0,14 mm. Mens du justerer, drei differensialen for å installere rullene i lagrene. Felgen på det drevne cylindriske tannhjulet må være plassert symmetrisk i forhold til felgen på drivhjulet.
Deretter, etter å ha reparert broen, installerer vi den på et teststativ (stativet ble utviklet på samme anlegg)
URAL 4320 har en fem-trinns, mekanisk, tre-akslet, treveis girkasse med to treghetssynkronisatorer. Det første reversgiret skiftes med en tannet clutch. Boksen styres mekanisk med en spak.
Vedlikehold og reparasjon av variable girkasser. Inkluderer - justering og smøring av girskiftedrev, oljeskift og kontroll av nivået i veivhuset, kontroll av tettheten til det pneumatiske drivverket, utskifting av utslitte synkronisatorer og gir.
8,5 liter olje helles i URAL 4320-bilen. Det anbefales å fylle drivstoff med Tsp-15k bilgirolje.
Boksen er testet på stand.(Stativet er utviklet ved samme anlegg.)
3. Reparasjon av overføringskassen.
Overføringskasse (fig. 8) mekanisk, to-trinns, med ubalansert
| Video (klikk for å spille av). |
metrisk senterdifferensial, montert på bilrammen på fire gummiputer En planetarisk differensial med fire satellitter, sol 30 og 29 gir. Momentet fra solhjulet 30 overføres til forakselens drivaksel 35, og fra ringgiret 29 til bakakselens drivaksel 21.














