
I detalj: gjør-det-selv-reparasjon av Zil 130-clutchen fra en ekte mester for nettstedet my.housecope.com.
RESERVEDELER OG MONTERINGSDELER
SPESIALUTSTYR BASERT PÅ URAL, MAZ, KAMAZ ____________________
Clutchkurv ZIL-130
Trykkplaten (kurven) til ZIL-130-clutchen er laget av grått støpejern SCH 18-36 (GOST 1412-54). Hvis det er sprekker på overflaten, samt hvis tykkelsen på skivekroppen er mindre enn 24,7 mm, målt ved monteringsbossen til de parede fjærplatene, avvises clutchtrykkplaten.
Hvis gjengen M8 X 1,25 mm er skadet eller brutt opp til to gjenger, monteres clutchtrykkplaten i en skrustikke, og gjengen drives gjennom de fire hullene med en kran.
En fil brukes til å rense hakk og grader på de behandlede overflatene. Ved vridning av mer enn tillatt størrelse, installeres trykkskiven på en ring plassert på pressebordet med kontaktplanet med den drevne skiven nedover og rettet. Nøyaktigheten av rettingen kontrolleres med en linjal og en følemåler.
Maksimal forvrengning av ZIL-130-clutchkurven bør ikke være mer enn 0,15 mm. Beslagsmerker på kontaktplanet med den drevne skiven elimineres ved sliping.
Når hullene for fingrene på spakene er slitt, festes clutchkurven i en låsesmeds skrustikke og de slitte hullene utvides til en diameter på 8,4 + 0,058 mm, som tilsvarer den første reparasjonsstørrelsen. Hullene i reparasjonsstørrelsen er merket med maling.
Det slitte sporet til spaken til ZIL-130-clutchkurven er smeltet til en størrelse på minst 9,0 mm mellom ørene, og deretter, ved å feste delen, freses sporet på overflatene. De borede hullene i ørene utvides til en diameter på 8,2 + 0,058 mm.
Kontrollen av den utførte operasjonen er kontrollen av justeringen av hullet i ørene med en indikatorenhet. Ikke-vinkelrettheten til hullets akse til de indre planene til sporet bør ikke være mer enn 0,3 mm over en lengde på 100 mm av tappen som er satt inn i hullet.
| Video (klikk for å spille av). |
Dekselet til clutchkurven ZIL-130 er laget av stål 08 5 mm tykt. Delen kasseres hvis det er flere enn tre sprekker lengre enn 50 mm. Hvis det er bulker på overflaten og tilstøtende plan, installeres clutchdekselet på matrisen og rettes under en presse.
Kvaliteten på den utførte operasjonen kontrolleres ved ekstern inspeksjon og ved å bestemme graden av vridning av foringsrøret, som kontrolleres på kontrollplaten med en følemåler. Flatheten til enden av festet til svinghjulet bør ikke være mer enn 0,5 mm.
Hvis M8-tråden er revet av eller slitt ut, ikke mer enn to gjenger, er dekselet til ZIL-130-clutchkurven installert på et stativ, gjengen drives i åtte hull med en kran, og hakkene og gratene på overflaten av delen rengjøres med en fil.
Hvis M8-gjengen er revet av eller slitt ut, mer enn to gjenger, er clutchdekselet installert og festet på bordet til boremaskinen og de gjengede hullene bores til en diameter på 12 mm.
Etter å ha installert delen på sveiseplaten, sveises de borede hullene med gassveising. Etter å ha rengjort sveiselaget i flukt med basismetallet, kontroller planheten til enden av foringsrørfestet til svinghjulet og juster om nødvendig foringsrøret på den måten som er beskrevet ovenfor.
Slitte hull for å feste dekselet til ZIL-130 clutchkurven til svinghjulet, for foringer og muttere, repareres på lignende måte. De bores ut, sveises, graden av forvrengning av foringsrøret kontrolleres etter sveising og om nødvendig korrigeres.
Det siste trinnet er å bore hull av nominell størrelse. Hullene for å feste foringsrøret til svinghjulet bores til en diameter på 9,8 mm og rømmes.
Når naglene til platene er løsnet, installeres foringsrøret på enheter under pressen og nagler presses. Når naglene til platefestet rives av eller platene rives av, skiftes defekte deler.
Clutchskive ZIL-130
ZIL-130 clutchskiven er laget av 50 stål og fosfatert. Hardheten på skiven er lik HRC 35-40. Navet på den drevne skiven er laget av 40X stål, fosfatert og passivert i en kromtoppløsning. Clutchskiven demonteres på stativet.
Når platene til friksjonsspjeldet med større tillatt størrelse er slitt, installeres og festes den drevne skiven på bordet til boremaskinen, og med et 0,10 mm bor skjerpet i en vinkel på 90 °, kuttes hodene til naglene. til nivået av basismetallet slås nagler ut, de utslitte platene til spjeldet fjernes, og deretter installeres nye plater og nagles på nytt.
Før niting av friksjonsforingene, justeres ZIL-130 clutchskiven, etter å ha renset hakkene og grader på navet. Kontrollen av den utførte operasjonen er å kontrollere graden av vridning av skiven på platen ved hjelp av en følemåler.
Clutchskivens friksjonsforinger klinkes under trykk ved hjelp av en dyse. Etter å ha naglet friksjonsforingene, kontroller graden av vridning av skiven og mengden av utløp med en indikatorenhet.
Vridningen bør ikke overstige 0,3 mm, og utløpet bør ikke overstige 0,8 mm. Om nødvendig drives den drevne ZIL-130 clutchskiven langs eikene på platen og ubalansen i forhold til sideoverflaten til sporet kontrolleres.
Den tillatte ubalansen bør ikke overstige 25 Gsm. En ubalanse på mer enn 25 Gsm elimineres ved å installere vekter, som er fast festet ved å bøye rankene til den drevne clutchskiven. Når et bøyemoment på 45 kgm påføres navet, bør rotasjonsvinkelen til navet ikke overstige 1 ° 30'-2 °.
Friksjonsmomentet til spjeldet bør ligge innenfor området 1-4 kgm. Spjeldet kontrolleres ved å dreie navet i forhold til den faste skiven i en enhet som utelukker radiell belastning.
Clutchhus ZIL-130
Clutchhuset ZIL-130 er laget av grått støpejern Сч 15-32. Hvis det er sprekker med en lengde på mer enn 150 mm som går gjennom hullet for lageret til drivakselen og stivere, samt hullet for å feste clutchhuset til sylinderblokken, avvises clutchhuset.
Motorens clutchveivhus kan ikke byttes ut med sylinderblokken, siden sentreringsflatene under produksjonen til slutt maskineres sammen med sylinderblokken.
Demontering av denne enheten er nødvendig av følgende årsaker: sylinderblokken og ZIL-130 clutchhuset har forskjellige reparasjonskompleksitetsfaktorer; disse delene er ujevne; veivhuset og sylinderblokken må spyles og defekte separat.
For å forhindre demontering av enheten og for å sikre innretting av motorens veivaksel og transmisjonens drivaksel i et lite produksjonsprogram, er disse enhetene merket.
Når bolten er brutt i det gjengede hullet, installeres ZIL-130 clutchhuset på en låsesmeds arbeidsbenk, midten av den ødelagte bolten skrus på og et blindhull bores til en dybde på 8-10 mm med en bor. Deretter drives en firkantet dor inn i det borede hullet på bolten og den ødelagte delen av bolten skrus ut av det gjengede hullet på clutchhuset.
Den siste operasjonen er gjenging og avgrading og avgrading på alle maskinerte plan. Utslitte mer enn den tillatte størrelsen på bøssingene til clutchgaffelakselen presses ut ved hjelp av en dor, etter å ha installert clutchhuset på et stativ festet på pressebordet.
Etter å ha presset ut de slitte foringene, kontroller slitasjen på hullet for foringene til clutchgaffelakselen. Hull med en diameter større enn 30,05 mm utvides i en linje opp til 30,2 + 0,045 mm.
Ved å bruke en dor under en presse presses bøssinger av nominell størrelse eller reparasjonsstørrelse inn i hullet, avhengig av diameteren på hullet, etter å ha justert hullet i bøssingen med hullet i ZIL-130 clutchhuset. De innpressede hylsene utvides i en linje til en diameter på 25 + 0,06 mm.
Etter montering av clutchhuset med sylinderblokken, bores sentreringshullet til clutchhuset inn i verktøyet.Det slitte hullet bores til en diameter på 166 + 0,04 mm gjennom passasjen og sporet under kragen slipes til en dybde på 2,5 ± 0,1 mm.
En hylse presses inn i det borede hullet ved hjelp av en dor til den stopper. Den innpressede foringen bores til slutt sammen med motorblokken for å sikre innretting av aksene til motorens veivaksel og transmisjonens drivaksel.
ZIL-130 clutchkurvspak og spakgaffel
Spaken til trykkplaten (kurven) til ZIL-130-clutchen er laget av stål 35 GOST 1050-60 og cyanid til en dybde på 0,15-0,3 mm. Spakhardhet - HRC 56-62. Spaken avvises i nærvær av sprekker og brudd med en lengde på mer enn 5 mm på overflaten.
De geometriske parametrene til den behandlede sfæriske overflaten til spaken bestemmes ved hjelp av en mal for overføring. Når boringen for nålelager er slitt over den tillatte størrelsen, slipes clutchkurvspaken.
Trykkplatespakene, som har hull for overdimensjonerte nålelager, er merket med maling for å sette dem sammen med forstørrede tapper under montering.
Spakgaffelen til ZIL-130 clutchkurven er laget av stål 45. Gaffelen avvises hvis det er sprekker av noen art og plassering, samt hvis gaffelfesteørene er ødelagte.
I nærvær av hakk og grader, klemmes gaffelen til clutchfrigjøringsspaken i en skrustikke med myke kjever og de behandlede overflatene rengjøres med en fil. En tråd som er revet av eller slitt ut til to tråder, slås gjennom med en kran.
Når hullene for fingeren i tappene er utslitt, festes gaffelen i en skrustikke med myke kjever og to hull utplasseres i en linje til en diameter på 8,4 + 0,058 mm, som tilsvarer den første reparasjonsdimensjonen.
Gafler med overdimensjonerte hull er merket med maling for å plukke opp en finger under montering
økt diameter.
Montering av clutchen ZIL-130
Før montering er det nødvendig å montere delene av ZIL-130-clutchen i henhold til størrelsen på hullene i gaffelen og trykkplaten for fingeren og fingrene i diameter. For å montere clutchen, er en trykkplate installert på stå.
Nålene 19 (fig. 4) på nålelageret, forhåndssmurt med olje, settes inn i hullene på clutchfrigjøringsspaken sammen med en teknologisk kule med en diameter på 8,8 - 9,5 mm, laget av myk oljebestandig gummi . På samme måte setter du nålelagernålene inn i det andre hullet i spaken.
Deretter er hullet til støttegaffelen 17 på linje med hullet til spaken 18, mens det styrer det sfæriske fremspringet til den indre enden av spaken 18 i én retning med den gjengede enden av gaffelen. Når tappen 16 settes inn i de innrettede hullene, skyves gummiprosesskulen ut. Den innsatte fingeren er festet.
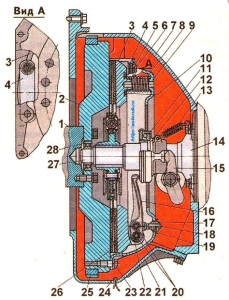
Ris. 4. Monter deler av ZIL-130 clutchen
1 - trykkskive (kurv); 2 - drevet disk; 3 - friksjonsforinger; 4 - fjær av den elastiske koblingen til spjeldet; 5 - bunnplate av fjæren; 6 - stålplate av en friksjonsdemper; 7 - friksjonsdemperskive; 8 - oljedeflektor; 9 — nav; 10 - varmeisolerende skiver; 11 - trykkfjær; 12 - trykkplatebolt; 13 - trykkplate; 14 — justeringsmutter; 15 - clutchdeksel; 16 og 20 - fingrene på en gaffel og en spak; 17 - støttegaffel; 18 - frigjøringsspak for clutch; 19 - nåler av nålelageret; 20 - finger
I fravær av gummikuler, er rullelagernålene satt sammen med et lag fett på overflaten av hullene. Rullene legges i det andre hullet etter montering av spaken med gaffelen. For å installere spaken 18 (fig. 4) for å koble ut clutchen i sporet på trykkplatebraketten, er hullene i spaken og braketten på linje.
Etter å ha satt inn den lange tappen 20 i de innrettede hullene, skyves den teknologiske gummikulen ut og stift 20. Resten av spakene er innstilt på samme måte.
Deretter installeres varmeisolerende skiver 10 og trykkfjærer 11 på fremspringene til clutchkurven ZIL-130. Clutchdekselet 15 påføres fjærene 11, og leder de gjengede endene av støttegaflene 17 inn i hullene på dekselet 15.
Teknologiske hetter er satt på de gjengede endene av støttegaflene for å forhindre skade på gjengene under påfølgende monteringsoperasjoner. Teknologiske styredorer settes inn i flenshullene til clutchhuset og fjærene 11 komprimeres ved å trykke på clutchhuset 15.
Ta ut de teknologiske styredorene og fjern de teknologiske hettene fra de gjengede endene av gaflene 17, installer foringene i de formede hullene på de sammenkoblede fjærplatene, skru inn boltene på disse platene, som strammes med en momentnøkkel med en dreiemoment på 1,0-1,5 kgm. Etter tiltrekking låses alle bolter ved å bøye den tynne skulderen på bøssingen til kanten av boltehodet.
Justeringsmuttere 14 er skrudd på de gjengede endene av gaflene 17 med en justeringsnøkkel til enden av mutteren faller sammen med enden av den gjengede enden av gaffelen 17.
Klemplater 13 er installert på gaflene med justeringsmuttere, klembolter 12 skrus inn for hånd, som strammes med en pipenøkkel til platene 13 stopper i huset 15. Posisjonen til spakene i forhold til ZIL-130 clutchen kurven justeres ved hjelp av en indikatorenhet.
Ved å dreie justeringsmutrene med en skiftenøkkel, sett alle spakene i en slik posisjon at, med en størrelse på 9,7-9,9 mm mellom enden av foringsrøret og enden av planet til trykkplaten, sett størrelsen på 39,7-40,7 mm mellom enden av kurven og støttehælen til spakene.
Endene av spakene må ligge i samme plan parallelt med arbeidsflaten til trykkplaten med en nøyaktighet på 0,5 mm.
Etter justering av ZIL-130-clutchen, strammes monteringsboltene til grunnplatene med en momentnøkkel og festes med en myk ståltråd med en diameter på 1,0 mm.
For å forhindre spontan løsning skrus den gjengede koblingen til justeringsmutteren på den gjengede enden av gaffelen.
Den siste operasjonen er statisk balansering av trykkplatesammenstillingen med foringsrøret på balanseringsanordningen. Med en ubalanseverdi på mer enn 50 Gsm bores hull i knastene til en dybde på ikke mer enn 23 mm med et Ø 13,7 mm bor. Monteringshullene er merket.
Kløtsj (Fig. 35) enkeltskive tørr, installert i et veivhus 7 av støpejern. Clutchdekselet 9 er festet til svinghjulet 2 på veivakselen 1 med åtte sentrerende (spesielle) bolter 23. Clutchtrykket genereres av seksten fjærer installert mellom clutchdekselet 9 og trykkplaten 3. Varmeisolerende ringer er plassert under fjærene på siden av trykkplaten.
Overføringen av dreiemoment fra clutchdekselet 9 til den drevne skiven utføres gjennom trykkplaten 3 av fire par fjærplater 4.
Koblingsanordningen består av fire spaker 16, som med fingrene 20 er forbundet med trykkplaten og gaffelen 18. Nålruller 22 er plassert mellom fingrene 20 og spaken 16.
Posisjonen til clutchfrigjøringsspakene 16 justeres ved hjelp av mutrene 17, som etter justering er hull.
Under drift av kjøretøyet justeres ikke posisjonen til disse spakene.
Clutchskiven (Fig. 36) er av stål, med friksjonsforinger, har en torsjonsvibrasjonsdemper (demper) av friksjonstype (med tørrfriksjon av stål på stål). Åtte fjærer jevnt fordelt rundt omkretsen er den elastiske koblingen til spjeldet 2.
Den drevne skiven er balansert. Balansering utføres ved å installere balanseringsplater 10 på den drevne skiven.
For å koble ut clutchen brukes et trykklager 11 (fig. 35), montert på lagerhylsen 12. Lageret 11 er smurt på fabrikken og er ikke tilsatt under drift og reparasjon. Under reparasjonen av clutchen bør lageret byttes ut med et nytt om nødvendig.
Ved korrekt innstilt clutchdrift bør avstanden mellom spaken 16 og clutchutløserlageret være 3-4 mm.
For å koble ut clutchen brukes en fotpedal, som er installert på en brakett festet til venstre sidedel av bilrammen. Den nedre enden av pedalen er forbundet med en justerbar stang 5 (fig. 37) med spaken 3 på utløsergaffelen.Pedalvandringen er begrenset av en vektlegging av førerhusets gulv.
En riktig justert clutch skal ikke skli i frakoblet posisjon, og når pedalen trykkes inn skal den kobles helt ut (skal ikke "føre"). Clutchpedalens frie vandring må være 35-50 mm, og den totale vandring må være minst 180 mm.
Etter hvert som friksjonsforingene slites ned, reduseres clutchpedalens frie spill, og som et resultat kan clutchen skli. Dette fører til rask slitasje på den drevne skiven og clutchlageret. Ved for stor fri vandring (over 50 mm), vil ikke clutchen kobles helt ut av å trykke på pedalen til feil. I dette tilfellet er det en rask slitasje på den drevne skiven og girskifting blir vanskelig.
Pedalfri bevegelse må justeres i følgende rekkefølge:
1. Juster låsemutteren 1.
2. Juster den frie vandringen til clutchpedalen ved å dreie den sfæriske justeringsmutteren 2; for å redusere pedalens frie spill, bør den sfæriske mutteren skrus på stangen 5, og for å øke frispillet må den rulles av stangen.
4. Etter justering starter du motoren og kontrollerer at clutchen fungerer som den skal.
Vedlikehold består i justering av clutchdriften, rengjøring fra skitt, rettidig stramming av alle bolteforbindelser, smøring av clutchutløsergaffelen og pedalakselen i henhold til smøretabellen.
Det fremre lageret 30 (fig. 35) på girkassens drivaksel har en konstant tilførsel av fett levert fra lagerprodusenten. Periodisk etterfylling av fett er ikke nødvendig under drift. Under reparasjonsarbeid må lageret skiftes ut med et nytt om nødvendig.
Det er nødvendig å nøye overvåke tiltrekkingen av boltene som fester clutchhuset til sylinderblokken. Tiltrekkingsmomentet til boltene skal være lik 8-10 kgf-m (80-100 Nm). Boltene må strammes jevnt, konsekvent, på kryss og tvers.
Illustrasjoner for seksjonen 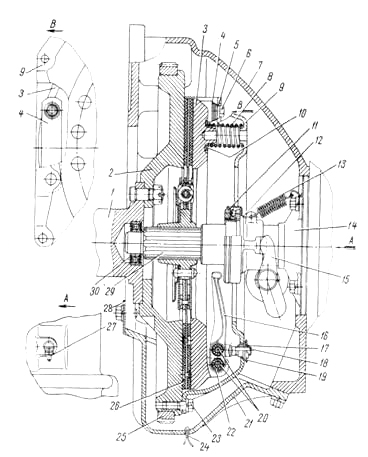
Ris. 35. Clutch
1 - veivaksel; 2 - svinghjul; 3 - trykkplate; 4 - fjærplate; 5 - bøssing av fjærplater; 6 - bolt for å feste platene; 7 - clutchhus; 8 - trykkfjær; 9 - foringsrør; 10 - varmeisolerende skive av trykkfjæren; 11 - trykklager; 12- clutch; 13 - clutchfrigjøringsfjær; 14 - guideclutch; 15 - clutchutløsergaffel; 16-clutch utløserspak; 17 - gaffeljusteringsmutter; 18 - plugg; 19- bunnplate til justeringsmutteren; 20- fingre; 21 - veivhusdeksel; 22 - ruller; 23 - bolt for festing av clutchdekselet til svinghjulet, 24 - splint; 25 - svinghjulskrone; 26 - drevet disk; 27 - oljer for smøring av clutchutløsergaffelen; 28 - skjold; 29 - transmisjons drivaksel; 30 - fremre lager av drivakselen til girkassen 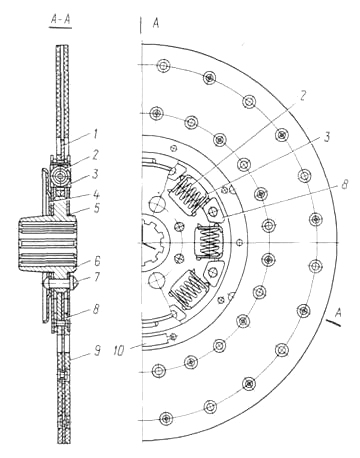
Ris. 36. Drevet clutchskive
1 - drevet disk; 2 -fjær av torsjonsvibrasjonsdemperen (demper); 3 - bunnplate; 4 - oljedeflektor; 5 - spjeldskive; 6 - navet til den drevne disken; 7 - nagle; 8 - friksjonspute til demperen; 9 - friksjonsforing av den drevne disken; 10 - balanseringsplate 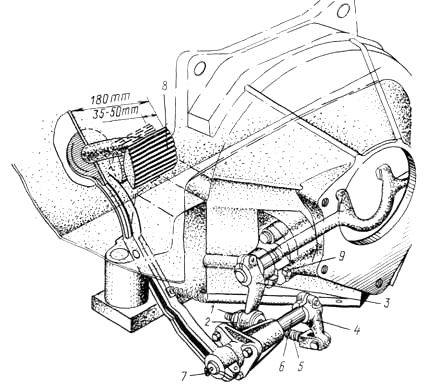
Ris. 37. Clutchdrift
1-låsemutter - 2 - sfærisk mutter; 3 - clutchutløsergaffelspak; 4 - mellomspak; 5 - skyvekraft; 6 - pedalaksel; 7 - smørenipler for pedalakselforinger
8 - pedal; 9 - oljer for smøring av bøssingene til utløsergaffelen
Før jeg spesifikt vurderer Zil 130-clutchen, vil jeg gjerne si noen ord om selve bilen. Zil 130 er en legendarisk sovjetisk lastebil, enkel og upretensiøs. Den første serien med biler ble produsert tilbake i 1962, men selv i dag kan du finne disse servicedyktige arbeiderne på gatene i byer og landsbyer. De er ikke redde for dårlige veier og drivstoff av lav kvalitet. I tillegg kan de på motorveien nå hastigheter på opptil 100 kilometer i timen. Av manglene til modellen er det kanskje verdt å merke seg det høye drivstofforbruket, som kan nå 30 liter per hundre kilometer.
Med riktig stell og rettidig vedlikehold kan ZIL 130 fungere uten problemer i flere tiår. Det finnes levende eksempler på dette. Det er imidlertid tilrådelig for enhver eier av denne lastebilen å være godt kjent med enheten for å kunne utføre noen av de nødvendige operasjonene på egen hånd. Du må for eksempel vite hvordan du justerer clutchen Zil 130. La oss først se på hvordan den fungerer.
Zil 130 lastebilclutchen kan beskrives som:
Den er plassert i et veivhus i støpejern som er festet til motoren. Dekselet er festet til veivakselens svinghjul med åtte sentreringsbolter. Trykkkraften skapes av seksten fjærer som er installert mellom clutchhuset og trykkplaten. Spesielle varmeisolerende skiver ligger under dem. De er i stand til å redusere oppvarmingen av fjærene. Takket være disse skivene mister ikke fjærene sine elastiske egenskaper på grunn av oppvarming. Dreiemoment overføres fra huset til den drevne skiven ved hjelp av en trykkplate og fire par fjærplater. Clutchfrigjøringsanordningen består av fire spaker som er koblet til gaffelen og trykkplaten med fingrene. Nålruller er plassert mellom disse pinnene og hver arm. Sfæriske muttere brukes til å støtte gaflene. De gjør det mulig for gaflene å oscillere når trykkplaten beveger seg.
I clutchutløseren er det et utløserlager, som ikke kan separeres. Derfor, under drift, kan ikke mengden olje i dette lageret etterfylles. Clutchskiven er laget av stål og har friksjonsforinger laget av presset metall-asbestsammensetning. For å koble ut clutchen brukes en pedal med en aksel installert i braketten. Vandringen til denne pedalen begrenser gulvet i lastebilens førerhus.
For at clutchen alltid skal fungere pålitelig, trenger den periodisk justering. Fra tid til annen må eiere av lastebiler ZIL 130 justere den frie bevegelsen til clutchpedalen, samt posisjonen til utløserspakene. Pedalens frie spill justeres med justeringsmutteren. Avstanden mellom utløserlageret og clutchutløserspakene må være fra halvannen til tre millimeter. I dette tilfellet vil den frie bevegelsen til clutchpedalen være mellom trettifem og femti millimeter. Denne justeringen gir full inn- og utkobling av clutchen til ZIL 130-lastebilen. Hvis gapet mellom utløserlageret og utløserspakene er mindre enn halvannen millimeter, vil utløserlageret av og til berøre utløserspakene. Dette vil bli ledsaget av glidning av clutchen og, som et resultat, økt slitasje på selve lageret, samt utløserspaker og friksjonsforinger.
Lastebilclutchutløserspaker justeres under clutchmontering eller reparasjon ved hjelp av spesielle kulemuttere. En slik justering er nødvendig for muligheten for jevn, uten skjevhet, bevegelse av trykkplaten når clutchen er utkoblet. Hvis du forsømmer det, vil trykkplaten bevege seg bort fra den drevne skiven ujevnt. Som et resultat vil økt slitasje på hele enheten oppstå, noe som vil føre til for tidlig svikt.
Clutchen til Zil 130-lastebilen vil kanskje ikke slå seg helt av på grunn av skjevhet eller forvrengning av den drevne skiven, samt hvis det er et ujevnt mellomrom mellom skivene. Oftest oppstår en slik plage på grunn av overoppheting som følge av langvarig slip. Dette problemet kan løses ganske enkelt ved å bytte ut de skjeve skivene. Hvis friksjonsforingene svikter, kan de skape en kile mellom driv og drevne skiver. Som et resultat vil ikke clutchen kobles helt ut. Hvis dette skjer, bør du demontere enheten og skifte friksjonsforinger. Når clutchen er utkoblet, og trykkplaten fortsatt fortsetter å berøre den drevne platen litt, er justering av posisjonen til utløserspakene nødvendig.
Hvis bilen begynner å bevege seg med et rykk, er denne funksjonsfeilen mest sannsynlig assosiert med en utløserkobling som sitter fast på lagerdekselet på inngangsakselen. Dette skyldes det faktum at når føreren slipper clutchpedalen, beveger clutchen seg ujevnt, først griper og rykker kraftig. I tillegg kan skjeve skiver føre til at clutchen kobles brått inn. I dette tilfellet, for å eliminere funksjonsfeilen, må de byttes ut.
For at Zil 130-lastebilen skal trenge reparasjoner så sjelden som mulig, er det nødvendig å betjene den i samsvar med flere enkle regler. Du kan komme i gang i både første og andre gir. Prøv å slippe clutchpedalen så jevnt som mulig. Ikke hold foten på pedalen når du parkerer med motoren i gang. I tillegg må ikke pedalen trykkes delvis ned under kjøring. Dette fører til for tidlig slitasje og tidlig svikt i hele monteringen. Ikke kjør og skift gir ved høye motorhastigheter. Ovennevnte justeringer må utføres med jevne mellomrom. Overholdelse av disse enkle reglene vil bidra til å holde enheten operativ så lenge som mulig, samt utelukke uforutsette sammenbrudd.

ZIL-130 clutchelementer:
-
trykkplate (clutchkurv)
utløserlager for clutch



Clutchen kan justeres på den demonterte trykkplaten (for eksempel etter utskifting av clutchskiven, eller bytting av trykkplateputer eller utløserlager) eller direkte på bilen gjennom en åpen klaff i svinghjulet. Vurder muligheten for å demontere girkassen og alle clutchdelene.

Demontering utføres på en visningsgrøft ved hjelp av en spesiell vinsj for å fjerne girkassen:
- Etter å ha skrudd ut 4 (fire) festemuttere - tas girkassen ut og senkes ned på pallen.
- Skru nå ut de 8 (åtte) boltene som fester trykkplaten til motorens svinghjul.
- Hold forsiktig den drevne skiven (som er klemt mellom svinghjulet og kurven) og fjern trykkskiven.
- Feilsøking av alle clutchdeler utføres.
- Utløserlageret er kontrollert - det skal rotere lett uten å avgi uvedkommende lyder.
- Se på arbeidsflaten til trykkplatebena. Bestem tykkelsen på friksjonsforingene til den drevne skiven.
Når alle delene er sortert ut og erstattet med nye, er det nødvendig å justere de fire spakene på trykkplaten eller, som de ganske enkelt kalles, clutchkurven "beina". Dette vil kreve en flat plate, som brukes som reservesvinghjul til ZIL-130-motoren. Hvis det ikke er noen, må du kjøpe den for demontering.
Uten å fjerne den sammensatte clutchtrykkplaten (kurven) fra det ekstra svinghjulet (brukt som en enhet), er det nødvendig å justere posisjonen til spakene i forhold til arbeidsflaten til trykkplaten.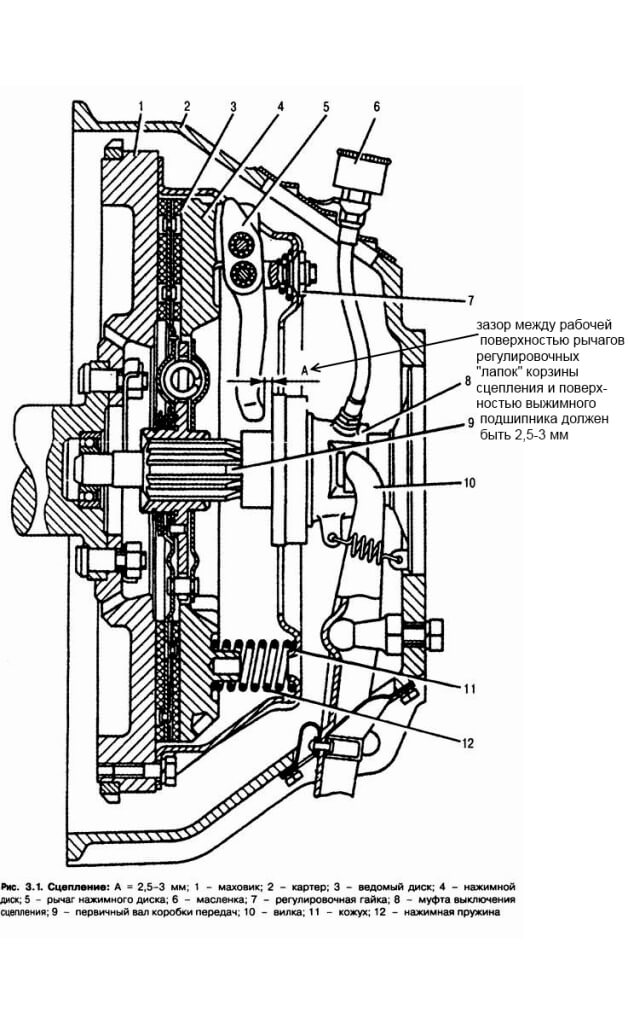
Ved å dreie justeringsmutrene med en skiftenøkkel, sett alle spaker i en slik posisjon at avstanden fra arbeidsflaten til trykkplaten til toppen av de sfæriske fremspringene på de indre endene av spakene er innenfor 39,7-40,7 mm. I dette tilfellet må endene av spakene ligge i samme plan parallelt med arbeidsflaten til trykkplaten med en nøyaktighet på 0,5 mm, ikke mer.
I tilfelle at clutchtrykkplaten er montert i justeringsanordningen, bør installasjonen av spakene kontrolleres ved hjelp av en kontrollplate, som vist i fig. 1, b. I dette tilfellet må de sfæriske fremspringene til spakene berøre kontrollplaten 2 som er installert på navet til verktøyet 1.
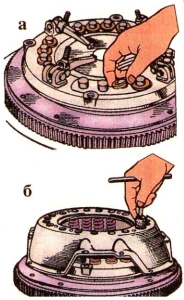
Etter å ha fullført clutchjusteringen, er det nødvendig å stramme boltene til støtteplatene (tiltrekkingsmoment 1,0-1,5 kgm). Fest deretter boltene (figur åtte) med en myk glødet ståltråd på 1 mm i diameter.
Stram den gjengede forbindelsen til justeringsmutteren med den gjengede enden av gaffelen på ett punkt.
Skru løs boltene som fester dekselet til det ekstra svinghjulet og fjern trykkplateenheten med dekselet.I dette tilfellet, løsne alle boltene gradvis og sekvensielt for å unngå deformering av clutchdekselet.
Slik ser justeringsspaken ut, eller på en enkel fot av ZIL 130 trykkskiven:

Montering av trykkplaten (kurv)

Det er mulig å justere avtrekksspakene uten å fjerne clutchkurven fra svinghjulet på bilen.
Når du fjerner clutchen, er det nødvendig å skru løs boltene som fester girkassen til clutchhuset, koble girkassen fra veivhuset og fjern den;
- skru løs boltene på clutchdekselet og fjern det;
- skru løs boltene som fester det nedre clutchhusdekselet og fjern dekselet;
- løsne klembolten som fester spaken på gaffelakselen, fjern spaken og fjern nøkkelen;
- løsne de to boltene på bøssingflensen og fjern den;
- fjern utløsergaffelen ved først å skyve den til venstre og vippe den ned.
Clutch-/veivakselenheten er dynamisk balansert på fabrikken. For å opprettholde balansen må det lages markeringer på svinghjulet og trykkplatedekslet før du fjerner clutchen fra svinghjulet. Dette gjør at de kan installeres i samme posisjon under montering uten å forstyrre fabrikkbalansen.
Fjern boltene som fester trykkplatedekslet til svinghjulet. Når du skru av bytene, er det nødvendig å dreie svinghjulet sekvensielt. Skruene bør løsnes gradvis for å unngå deformering av foringsrøret.
Fjern trykkplateenheten, fjern clutchskiven.
Demontering av trykkplaten. Før du starter demontering, er det nødvendig å merke den relative posisjonen til alle clutchdelene. For å demontere trykkplaten, bruk hjelpesvinghjulet og 9,8 mm stålplate. erstatningsdrevet skive. Ethvert stivt avstandsstykke av spesifisert størrelse kan også brukes i stedet for stålskiven. Om nødvendig kan forskjellige enheter med hurtigvirkende klemmer brukes til å demontere trykkplaten, men med obligatorisk montering av trykkplatehuset på åtte sentreringsstifter eller bolter, etterfulgt av pressing av foringsrøret med potene.
For å demontere clutchtrykkplaten, må du installere svinghjulet på en arbeidsbenk, sette en stålskive på arbeidsflaten til svinghjulet, installere trykkplateenheten med et hus på den og feste den på svinghjulet med sentrerende langstrakte bolter. Boltene bør være 10-12 mm lengre enn de vanlige dekselboltene.
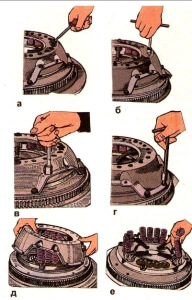
Det anbefales å demontere trykkplaten i følgende rekkefølge. Skru løs boltene som fester støtteplatene, skru dem ut og fjern platene fra clutchdekselet. Skru av justeringsmutrene med en spesiell skiftenøkkel.
Skru løs boltene som fester de sammenkoblede fjærplatene og fjern styrehylsene fra de formede hullene på disse platene. Skru deretter gradvis ut alle boltene som fester foringsrøret til svinghjulet til trykkfjærene er helt frigjort fra kompresjonen, og skru deretter helt ut alle disse boltene. Fjern deksel, trykkfjærer og varmeisolerende skiver.
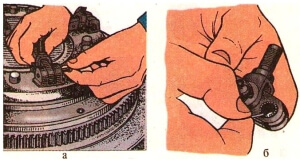
Merk posisjonen til hver utløsningsspak i forhold til trykkplaten, koble fra og fjern pinnene som forbinder spakene med trykkplaten, fjern spakene komplett med støttegafler, fjern rullene fra spakenes fatninger. Løsne og fjern pinnene som forbinder spakene med støttegaflene, fjern gaflene fra spakene og fjern valsene fra spakenes fatninger. Fjern trykkplaten fra hjelpesvinghjulet.
I mangel av ekstra forlengede bolter kan trykkplaten demonteres på følgende måte.
Monter trykkplateenheten på svinghjulet med 9,8 mm stålunderskive. og sikre med vanlige bolter.
Løsne splintene og skru ut boltene som fester bunnplatene, fjern platene fra huset. Skru løs boltene som fester de sammenkoblede fjærplatene og fjern styrebøssingene fra de formede hullene i platene.Skru av forhåndsjusteringsmutrene og la dem stå på gaflene (omtrent halve høyden av den gjengede delen av mutteren); Skru deretter ut alle de vanlige boltene som fester clutchdekselet på svinghjulet, og trykk deretter på dekselet for hånd, skru til slutt ut justeringsmutrene, og rull dem parvis fra motsatte sider av dekselet til fjærene er helt frigjort fra kompresjonen. Fjern deretter: clutchdekselet, trykkfjærer, varmeisolerende skiver, clutchfrigjøringsspaker og trykkplate fra svinghjulet.
Etter å ha demontert clutchen, er det nødvendig å skylle delene i en avfettingsløsning, sjekke deres egnethet, og om nødvendig erstatte de ubrukelige delene med nye.
I denne artikkelen vil vi vurdere hva som er hoveddetaljene clutch ZIL 130 og hvordan kurvbena kan justeres.
Hva bilister og håndverkere kaller hverandre "Kurv" har et offisielt teknisk navn - drive trykkskive... Den er designet for å overføre dreiemoment fra motorens svinghjul til clutch skive... For drift av trykkplaten er kurven utstyrt med et støpejernshus, ved hjelp av hvilket hele mekanismen er boltet til svinghjulet.
Seksten fjærer er plassert under huset. Gjennom deres innsats utøves press. For å koble ut clutchen har trykkplaten fire avtrekksspaker (i sjargongen "poter").
Stålskive med friksjonsforing på begge sider (i sjargongen "feredo" fra ordet ferodo, som betyr friksjonsvarmebestandig komposittmateriale). Putene festes med nagler. Hvis du har en enhet og utskiftbare feredoer, kan de byttes ut for å gjenopprette diskens ytelse Bildet nedenfor viser tykkelsen på friksjonsforingene på den nye disken.
Under drift, på grunn av friksjon og termisk overbelastning, blir platen slettet og blir ubrukelig. Spjelddelen er også skadet (fjærer flyr av) og styreskivene slites, og skivens stålbase sprekker også.
En demper og et slisset hull er plassert i den sentrale delen av skiven, som passer inn i splines på girkassens inngangsaksel. Spjelddelen med åtte fjærer fungerer som demper.
Frigjør lager festet på koblingen, som har stoppere på begge sider. Disse stopperne gjør at koblingen med lageret kan flyttes ved hjelp av utløsergafler for clutch... Ved å trykke inn clutchpedalen flytter du denne gaffelen. Hun flytter på sin side "utløseren" mot "kurven", der lageret hviler mot utløserspakene. Spakene skyver drivskiven vekk fra følgeren og clutchen kobles ut så lenge du holder clutchpedalen nede. Du kan finne et detaljert diagram av clutchdriften samt en veiledning for justering av clutchpedalens frie vandring i vår artikkel - Free travel of the clutch pedal zil 130. Justering.
Dermed er ZIL 130-clutchen ordnet på den enkleste måten, uten pneumatiske hydrauliske boostere og ved hjelp av én drevet skive. (For eksempel bruker KamAZ, MAZ og KrAZ to drevne skiver mellom hvilke en mellomplate er installert, og utløserkraften økes ved hjelp av CCGT).
Demontering gjøres mest hensiktsmessig på en visningsgrøft ved hjelp av en spesiell vinsj for å fjerne girkassen. Demonteringsprosedyre:
- Fjern de fire mutrene som fester girkassen til motordekselet.
- Gå bort fra motoren, trekk girkassen av monteringsboltene og senk den ned på pallen med en vinsj. Det vil være et utløserlager på inngående aksel til girkassen.
- Fjern de åtte trykkplate-til-svinghjul-boltene.
- Hold forsiktig den drevne skiven (som er klemt mellom svinghjulet og kurven) og fjern trykkskiven.
Etter det kan du inspisere tilstanden til delene: arbeidsflaten til trykkplatepotene, evaluere slitasjen på friksjonsforingene til den drevne skiven. Arbeidsutløserlageret må rotere lett uten å avgi uvedkommende lyder.
Kurvbena justeres etter reparasjon eller utskifting av clutchelementene omtalt ovenfor.Pålitelig og langsiktig clutchytelse avhenger av riktig plasserte spaker. Hovedoppgaven er å finne arbeidsflaten til spakene i en viss avstand fra trykkplaten og alltid i samme plan for å unngå skjevheter.
For justering kreves et hjelpesvinghjul som kan kjøpes ved demontering.
Uten å fjerne den sammensatte clutchtrykkplaten (kurven) fra det ekstra svinghjulet (brukt som en enhet), er det nødvendig å justere posisjonen til spakene i forhold til arbeidsflaten til trykkplaten.
Vri på justeringsmutrene med en skiftenøkkel, sett alle spaker i en slik posisjon at avstand fra arbeidsflaten til trykkplaten til toppen av de sfæriske fremspringene på de indre endene av spakene var innenfor 39,7-40,7 mm... I dette tilfellet må endene av spakene ligge i samme plan parallelt med arbeidsflaten til trykkplaten med en nøyaktighet på 0,5 mm, ikke mer.
Etter å ha fullført clutchjusteringen, er det nødvendig å stramme boltene til støtteplatene (tiltrekkingsmoment 1,0-1,5 kgm). Fest deretter boltene (figur åtte) med en myk glødet ståltråd på 1 mm i diameter.
| Video (klikk for å spille av). |
Stram den gjengede forbindelsen til justeringsmutteren med den gjengede enden av gaffelen på ett punkt.
Skru løs boltene som fester dekselet til det ekstra svinghjulet og fjern trykkplateenheten med dekselet. I dette tilfellet, løsne alle boltene gradvis og sekvensielt for å unngå deformering av clutchdekselet.














