I detalj: gjør-det-selv-reparasjon av en 2n125-boremaskin fra en ekte mester for nettstedet my.housecope.com.
Produsent av vertikale boremaskiner modeller 2Н125, 2Н135, 2Н150, 2Г175 - Sterlitamak Machine-Tool Plant, NPO Machine-Tool Building LLC, grunnlagt i 1941.
Historien til Sterlitamak-maskinverksanlegget begynner 3. juli 1941, da evakueringen av Odessa-maskinverksanlegget til byen Sterlitamak begynte.
Allerede 11. oktober 1941 begynte Sterlitamak Machine-Tool Plant å produsere spesielle modulære maskinverktøy for forsvarsindustrien.
For tiden produserer anlegget metallbearbeidingsutstyr, inkludert CNC-dreie- og fresemaskiner, multifunksjonelle maskineringssentre, metallbearbeidings- og skjæreverktøy.
Universal vertikal boremaskin 2H125, med en nominell borediameter på 25 mm, brukes i bedrifter med en enkelt og småskala produksjon av produkter og er designet for å utføre følgende operasjoner: boring, rømme, forsenke, forsenke, rømme og trimme avsluttes med kniver.
Grensene for antall omdreininger og spindelmatinger tillater behandling av ulike typer hull ved rasjonelle skjæreforhold.
Kronologi anleggets produksjon av vertikale boremaskiner serie 2125 med en borediameter på opptil 25 mm:
- 2125 - den første modellen av en serie vertikale boremaskiner, produsert fra 1945 til 1950.
- 2A125, 2A125A, 2A125K - følgende modeller av serien, produsert fra 1950 til 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - den mest populære og masseproduserte modellen i serien, produsert fra 1965 til begynnelsen av 90-tallet
- 2S125, 2S125-01, 2S125-04 - de nyeste modellene i serien. Avviklet i 2014
| Video (klikk for å spille av). |
Tilstedeværelsen av mekanisk spindelmating på maskiner, med manuell kontroll av arbeidssykluser.
Tillater bearbeiding av deler i et bredt spekter av størrelser fra ulike materialer ved bruk av verktøy fra høykarbon- og høyhastighetsstål og harde legeringer.
Maskinene er utstyrt med en enhet for å reversere den elektriske motoren til hovedbevegelsen, som gjør at de kan gjenges med maskinkraner med manuell spindelmating.
Plasseringskategori 4 i samsvar med GOST 15150-69.
Utvikler - Odessa Special Design Bureau of Special Machine Tools.
Grunnleggende vertikale boremaskiner brukes til å behandle hull med forskjellige diametre: 2H125... De to siste sifrene i hvert modellnummer indikerer den største hulldiameteren i mm som kan bores på denne maskinen i 45 stålemner.
Basert på de ovennevnte grunnleggende modellene av verktøymaskiner, er følgende modifiserte modeller laget:
2N125A - vertikale boremaskiner med automatisert kontroll (kontroll utføres ved hjelp av forhåndsinnstilte cams og knapper);
2N125K - koordinere vertikale boremaskiner med et kryssbord;
2N125S - spesielle vertikale boremaskiner med en posisjon med en flensfjær, som tjener til å feste hoder med flere spindler;
2Н125Н - flerposisjonsboremaskiner designet for installasjon av flerspindelhoder og roterende bord;
2N125F2 - CNC-boremaskiner, kryssbord og tårn, etc.
- 2T125, 2T140, 2T150 - produsent: Gomel-anlegg for maskinverktøyenheter
- 2АС132, 2АС132-01 - Produsent: Astrakhan maskinverktøyfabrikk
- 2L125, 2L132, 2L135, LS25, LS35 - produsent: Lipetsk maskinverksanlegg (PJSC STP-LSP)
- MN25L, MN25N-01 - Produsent: Molodechno verktøymaskinanlegg
Tegning av arbeidsplassen til boremaskinen 2H125
Bilde av boremaskin 2Н125
Plassering av hoveddelene til boremaskinen 2H125
- Boremaskindrift - 2N125.21.000
- Maskinhastighetsboks - 2H125.20.000
- Oljestempelpumpe - 2N125.24.000 for maskin 2N125
- Oljestempelpumpe - 2Н135.24.000
- Fôrboks - 2Н125.30.000
- Søyle, bord, plate - 2H125.10.000
- Hastighets- og matekontrollmekanisme - 2H125.25.000
- El-skap - 2N125.72.000
- Elektrisk utstyr - 2N125.94.000
- Spindelmontering - 2H125.50.000
- Maskinens kjølesystem - 2H125.80.000
- Borehode - 2H125.40.000
Arrangement av kontroller for boremaskin 2H125
- Etikett - "Fylling" kjølevæske
- Plate - "Drain"
- Kjølebryter
- + 19 Bolter for justering av bordkilen og borehodet
- Håndtak for flytting av bordet
- Bordklemme og borehodeskruer
- Etikett - "Jording"
- Åpningsbryter
- Dekal - "Hovedbryter"
- Signalknapp MASKINEN PÅ
- Knapp for å slå på høyre spindelrotasjon
- Rotasjonsknapp for venstre spindel
- Knapp for å slå på vippebevegelsen til spindelen ved bytte av hastighet og mating
- Girskiftknapp
- STOPP-knapp
- Plate - "Speed"
- Skilt - "Endre hastighet kun ved stopp"
- Bordklemme og borehodeskruer
- +4 Bolter for justering av bordkile og borehode
- Plate - "Mating, mm per omdreining"
- Matebryterhåndtak
- Knapp for manuell mating
- Håndhjul på matemekanismen
- Lem for å lese arbeidsdybden
- Lysbryter
- Etikett - "Kjøling"
- Bryter for kjølepumpe
- Kam for innstilling av arbeidsdybde
- Kam for innstilling av dybden på tråden som skal kuttes
- Spak for automatisk reversering av hoveddrevet når spesifisert dybde på kuttetråden er nådd
- Spak for å stenge av den mekaniske matingen når spesifisert arbeidsdybde er nådd
- Firkantet for manuell bevegelse av borehodet
Kinematisk diagram av boremaskinen 2H125
Liste over grafiske symboler på boremaskinen 2H125
Tegning av girkassen til boremaskinen 2N125
Girkasse og drev. Girkassen informerer spindelen om 12 forskjellige hastigheter ved hjelp av bevegelige blokker 5 (fig. 7), 7, 8. Akselstøttene til boksen er plassert i to plater - den øvre og den nedre 4, festet sammen med fire bånd 6 Girkassen dreies vertikalt en elektrisk motor gjennom en elastisk kopling 10 og et girtog 9. Den siste akselen 2 av boksen - hylsen - har et spline-hull gjennom hvilket rotasjon overføres.
Gjennom girpar 3 overføres rotasjon til mateboksen.
Girkassen smøres, som alle monteringsenheter av borehodet, fra en stempelpumpe festet på den nedre platen 4. Pumpedriften styres av en spesiell oljeindikator på forsiden av undermotorplaten.
Mekanismen for å kontrollere hastighetene og matingene til boremaskinen 2H125
Mekanismen for å bytte hastigheter og matinger til boremaskinen 2H125
Mekanisme for å bytte hastigheter og feeder... Girene byttes med håndtak 2 (fig. 8), som har fire posisjoner rundt omkretsen og tre langs aksen, matebytte utføres av håndtak 3, som har tre posisjoner rundt omkretsen for maskinmodellene 2H135 og fire for 2H150 , og tre posisjoner langs aksen. Håndtakene er plassert på forsiden av borehodet. Tellingen av de inkluderte hastighetene og matingene utføres i henhold til tabell 1 og 4.
Tegning av mateboksen til boremaskinen 2N125
Girkasse. Mekanismen er montert i et separat hus og installert i borehodet. På grunn av bevegelsen av to trippelgirblokker, utføres ni forskjellige matinger på 2H125, 2H135 maskinene og tolv matinger på 2H150 maskinen. På 2H125- og 2H135-maskiner skiller mateboksene seg kun i drivverket, som består av henholdsvis gir 1 på 2H125-maskinen (fig. 9), på 2H125, 2H135-maskiner - av gir 2, 3 -.Fôringsboksen er montert i boringen til den øvre støtten til matemekanismens snekke. På boksens siste aksel er det en clutch 4, som overfører rotasjonen til ormen.
Tegning av borehodet til boremaskinen 2H125
Borehode er en boksseksjonsstøping, der alle hovedenhetene til maskinen er montert: en girkasse, en girkasse, en spindel, en matemekanisme, en spindelmotvekt og en mekanisme for å bytte hastigheter og matinger.
Matemekanismesom består av et snekkegir, en horisontal aksel med tannstang og tannhjul, en skive, en kam- og sperrekobling, et ratt, er en integrert del av borehodet.
Matemekanismen drives av mateboksen og er designet for å utføre følgende operasjoner:
- manuell tilnærming av verktøyet til delen;
- slå på arbeidsfeeden;
- manuell innmating;
- slå av arbeidsfeeden;
- manuell tilbaketrekking av spindelen opp;
- manuell mating som brukes ved treing.
Driftsprinsippet for matemekanismen er som følger: når håndhjulet 14 (fig. 10) roterer, roterer kamclutchen 8 mot seg selv, som roterer tannhjulsakselen 3 på tannstangen og pinjongen gjennom bur-halvclutchen 7 , og spindelen mates manuelt. Når verktøyet nærmer seg delen, oppstår det et dreiemoment på pinjongakselen 3, som ikke kan overføres av tennene på kamkoblingen 8, og halvclutchholderen 7 beveger seg langs akselen til endene av kammene til delene 7 og 8 kommer mot hverandre. I dette øyeblikket roterer kamkoblingen 8 i forhold til pinjongakselen 3 i en vinkel på 20 °, som er begrenset av sporet i delen 8 og tappen 10. På buret - halvclutch 7 er det en dobbel -sidet skralleskive 6 koblet til halvclutchen med haler 13. Ved flytting av bur-halvclutchen 7 griper tennene på skiven 6 inn i skivens tenner, laget integrert med snekkehjulet 5. Som et resultat, rotasjonen fra ormen overføres til tannstangen og spindelen mates mekanisk. Med ytterligere rotasjon av rattet 14 med matingen på, glir palene 13, som sitter i halvkoblingen 7, langs tennene på innsiden av skiven 6; det er en manuell fremføring av den mekaniske matingen.
Når du slår på matingen manuelt med håndhjulet 14 (etter å ha dreid det mot seg selv i en vinkel på 20 °), står tannen på clutchen 8 mot hulrommet til halvclutchklemmen 7. På grunn av den aksiale kraften og en spesiell fjæren 12, er halvclutchklemmen 7 forskjøvet til høyre og frigjør tannskivene 5 og 6; mekanisk matingsstopp.
Matemekanismen tillater manuell spindelmating. For å gjøre dette, slå av den mekaniske matingen med håndhjulet 14 og flytt lokket 9 langs aksen til girakselen 3 bort fra deg. I dette tilfellet overfører tappen II dreiemomentet fra kamkoblingen 8 til den horisontale akselen. På venstre vegg av borehodet er en lem 4 montert for visuell avlesning av dybden etter bearbeiding og justering av kammene.
Det er en mekanisme for manuell bevegelse av borehodet langs søyleføringene, som består av et snekkepar 2 og et tannstangpar I. For å beskytte matemekanismen mot brudd er det en sikkerhetsclutch 15. Mutter 16 og skrue 17 brukes til å justere fjærmotvekten.
Spindelmontering av vertikalboremaskin 2H125
Spindel 2 (fig. 11) er montert på to. Den aksiale matekraften tas opp av det nedre aksiallageret, og verktøyets utslagskraft tas opp av det øvre. Lagrene er plassert i hylsen 3, som beveger seg langs aksen ved hjelp av et tannstangpar. Spindellagrene justeres med mutter 1.
En spesiell enhet på spindelhodet brukes til å slå ut verktøyet. Knockout oppstår når spindelen løftes av håndhjulet. Holderen til anordningen ligger an mot huset til borehodet, og spaken 4, dreiende rundt aksen; slår ut verktøyet.
Elektrisk diagram av boremaskinen 2H125
Beskrivelse av arbeidet til den elektriske kretsen til maskinen
Slå på inngangsbryteren B1 aktiverer hoved- og hjelpekretsen, signallampen lyser.Hvis kjøling og belysning er nødvendig, settes de tilsvarende bryterne i "ON"-posisjon. Ved å trykke på Kn2 "HØYRE"-knappen får startspolen P1 strøm, hovedkontaktene slår på M1 til høyre rotasjon av spindelen. Gjennom P1-blokkkontaktene slås P5-starteren på, som slår på den elektriske M2-pumpen og P12-forsinkelsesreléet.
Når du trykker på SC "LEFT"-knappen, kobles P1-starteren, M1-elektromotoren, P12-reléet fra etter at kondensatoren C3 er utladet, kontaktene til P12 (28-26)-reléet er lukket og P2- og M1-starterne er slått på for venstrerotasjon. Relé P12 slås på igjen.
Med automatisk revers skjer disse vekslingene når mikrobryteren B4 utløses fra kammen som er montert på skiven.
Stoppet utføres ved å trykke på knappen Kn1 "STOPP", mens starterne P1 eller P2, P5, som kobler fra M1, M2, er slått av. Gjennom kontaktene til P12-reléet (7-9) slås P11-reléet på, etterfulgt av innkobling av P3- og P4-starterne. Viklingene til den elektriske M1-motoren er koblet gjennom likeretterne D1, D2 til transformatoren Tr2, dynamisk bremsing finner sted. Etter utlading av kondensatoren C1, C2, slås P11-reléet av, og kobler P3, P4 og M1-starterne fra bremsekretsen.
Når du skifter hastighet, hvis girene ikke kobles inn, brukes trinnrotasjon av den elektriske motorrotoren. Ved å trykke på knappen Kn4 "PROVOROT" slås P4-starteren på, en redusert likerettet spenning strømmer gjennom fasene 1C2-1CЗ. Relé P11 slås på med en forsinkelse gjennom motstand P2, slår av starteren P4 og slår på P3 - spenningen flyter gjennom fasene 1C1-1C2. Slike skift gir rotor- og kinematikksvinging, noe som letter girskifting.
Termiske reléer brukes for overbelastningsbeskyttelse. For null beskyttelse - spoler og kontakter til magnetiske startere.
Sider 1 2 3 Neste
Du må logge inn eller registrere deg for å legge inn et svar.
- Jedi-ridder
- Hvor: Kostroma
- Registrering: 23-05-2011
- Innlegg: 1,010
Jeg trakk en boremaskin ut av jernholdig metall. Jeg tok ikke mange ting, jeg renset det, smurte det, koblet det til nettverket, alt fungerer i prinsippet, men det er en ting. Når den automatiske matingen er slått på, beveger spindelen seg normalt i luften, så snart den begynner å gå inn i metallet, slås matingen av. Jeg prøvde forskjellige kombinasjoner av hastigheter, resultatet er det samme.
Når du borer et trestykke, er det ingen slike problemer
Det er varmefluks, men den er avbrutt for nå. Jeg sier at problemet ikke ligger i det elektriske, det er én motor for rotasjon og for senking, den er nå koblet direkte til 380v gjennom en konvensjonell maskin. Rotasjonen stopper ikke, bare senkingen stopper.
Magisk jernholdig metall. 
Hvis det ikke er en hemmelighet, hvor mye kostet frelsen?
Jeg vet ikke sikkert ennå, personen utpekt 25 r / kg, maskinen er ennå ikke veid, men på Internett veier den omtrent 600 kg.
Og virkelig magisk, nå kan du ikke kjøpe noe som er verdt for den slags penger. Noe lignende vil koste mange ganger mer.
Før det kjøpte jeg en fullt fungerende dreiebenk til 15 tr. inkludert transport. dens vekt er 1,3 tonn)
Før det kjøpte jeg en fullt fungerende dreiebenk til 15 tr. inkludert transport. dens vekt er 1,3 tonn)
Uvirkelig flaks. Det er bare uvirkelig.
Dukker dette ofte opp der?! Jeg vil gjerne overvåke situasjonen på disse tingene på en eller annen måte. Jeg vet ikke engang hvordan.
Installerer du alt dette i garasjeverkstedet ditt?
- PVS
- Jedimester

- Hvor: Sverdlovsk
- Registrering: 15-06-2011
- Innlegg: 14,334
Så du må lage en manuell innmating
- Jedi-ridder
- Hvor: Kostroma
- Registrering: 23-05-2011
- Innlegg: 1,010
Så du må lage en manuell innmating
Før det kjøpte jeg en fullt fungerende dreiebenk til 15 tr. inkludert transport. dens vekt er 1,3 tonn)
Uvirkelig flaks. Det er bare uvirkelig.
Dukker dette ofte opp der?! Jeg vil gjerne overvåke situasjonen på disse tingene på en eller annen måte. Jeg vet ikke engang hvordan.
Installerer du alt dette i garasjeverkstedet ditt?
Dette er ting fra forskjellige steder. Bare en tilfeldighet.
Nei, jeg har et metallverksted. Jeg leier et rom.
tidligere leid et rom med en rekke maskiner.Jeg ville kjøpe noe tilbake, de ga det ikke bort, nå ligger det hele rundt på gaten, men fortsatt gir de ingenting tilbake.
fortsatt ikke gi bort noe
Hele poenget med en udugelig leder. Faen et slikt verktøy. De vet bare hvordan de skal leie ut og ha baboer ut av det. Og tankene til å mestre det tilgjengelige utstyret er ikke nok.
Jeg ser på YouTube, i Ufa den samme dritten, et tidligere anlegg med maskinstativ, som er virkelig verdt dofig. Du kan kjøpe tilbake til metallprisen. Kun levering blir dyrt, antar jeg. Ved behov vil jeg kontakte den som jobber der / lager / fjerner blogger.
Det er ikke bare dreiebenker, det er noen svært spesialiserte, som en presse for heftige tonn og alt det der. jeg husker ikke nøyaktig. En diger haug med belter hopet seg opp i et eget rom.
Jeg vet absolutt ikke, men hvorfor vil du servere dette? Jeg har aldri brukt fôret mitt. Den har et evig problem, det er fett. Hvis fettet ikke flyter og et par: spindel - fjærpenn uten tilbakeslag, lykke til.
Sider 1 2 3 Neste
Du må logge inn eller registrere deg for å legge inn et svar.
Melding #1 Alex72 »02. januar 2018, 12:43
Melding #2 RAD »02. jan 2018, 12:48
Melding #3 Salnik 1970 »02. jan 2018, 13:20
Melding #4 vanek-in1 »02. jan 2018, 17:12
Melding #5 Maskinoperatør »02. jan 2018, 18:16
Melding #6 Salnik 1970 »02. januar 2018, 21:09
Melding #7 Alex72 »03. jan 2018, 13:01
Takk ! Fortelle. Hvilken side er den beste siden for å åpne sidedekselet? Hva er bedre å komme i nærheten av denne våren
Sendt etter 2 minutter og 31 sekunder:
Melding #8 Salnik 1970 »03. jan 2018, 13:41
Melding #9 vanek-in1 »03. jan 2018, 13:42
Melding #10 Alex72 »06. januar 2018, 01:56
Jeg åpnet den i dag fra siden av lemmen. Dratt ut flensen. Festes til den med to bolter. En slags fjærmekanisme. med et åk. Solutstyret ble liggende på flensen. Den inkluderer et lite utstyr. Som er på akselen til selve rattet. Hevet fjærpennen manuelt. Støttes. og samlet alt. Fjærpennen faller ikke. Fint. Men hun kommer heller ikke tilbake til toppen.
Jeg leser. hva som er i kantsteinen. ... Så vidt jeg forstår. Det er en kjede med en vekt for å returnere fjærpennen.
Og et annet spørsmål: Spør enheten til hetten på 125k hjulet. Jeg har gått meg bort.
Hvor vanskelig er det å lage det selv?
Sendt etter 2 minutter og 53 sekunder:
Litt bakgrunn. Jeg jobbet en stund på et verksted for høytrykksdrivstoffpumper (høytrykksdrivstoffpumper), og det var en forlatt boremaskin i andre etasje, det vil si en boremaskin. Eieren tok henne bort til helvete, og kjøpte henne, etter hans mening, "en tilstrekkelig erstatning." På spørsmålet mitt, hva er det med henne, svarte han at fjærpennen treffer og det er ikke lenger mulig for henne å bore.
Når jeg gikk rundt maskinen, skjønte jeg at eieren, heldigvis for meg, var mett
dummyen var feil og problemet var lagrene. Men jeg fortalte ham ikke om det, men tilbød meg ganske enkelt å kjøpe disse "tingene" fra ham til skrapprisen, som han faktisk raskt gikk med på. Dermed ble jeg den stolte eieren av en boremaskin på slutten av 60-tallet, veier på den måten under 150 kilo, dens søyle er støpt, i ett stykke, Morse konus nr. 2 i fjærpenner og en kilowatt motor. Kort sagt en ganske liten industrimaskin.
Jeg ringte raskt til en venn med en semi-lastebil, og vi, inntil ingen ombestemte seg, tok den fra hverandre i mer fordøyelige biter, lastet den inn i en bil og brakte den hjem til meg på verkstedets balkong.

Videre gikk en mer detaljert demontering av maskinen, og presset ut lagrene som ble drept i søpla:

Dette ble fulgt av: spyling av alt fra gammelt fett, rengjøring av gammel maling, bytte av lagre med nye lukkede (tilstoppet med fett fra produsenten).



"Ren lue" - beltebeskyttelse:

Fjellmontering allerede med nye lagre:

Samtidig ble sparkling og maling av maskinen utført:



De siste delene ble vasket, varmekrymper ble satt på håndtakene for et mer estetisk utseende, fett (grease) ble kjøpt og alt er klart for sluttmontering:



Sakte faller alt på plass:

I prosessen ble det bestemt å ikke dampe med den gamle trefasemotoren, jeg har fortsatt ikke tre faser hjemme, så en ny motor per kilowatt strøm ble oppnådd og en adapter ble maskinert. Remskiven er heist til sin rettmessige plass på den nye motoren:

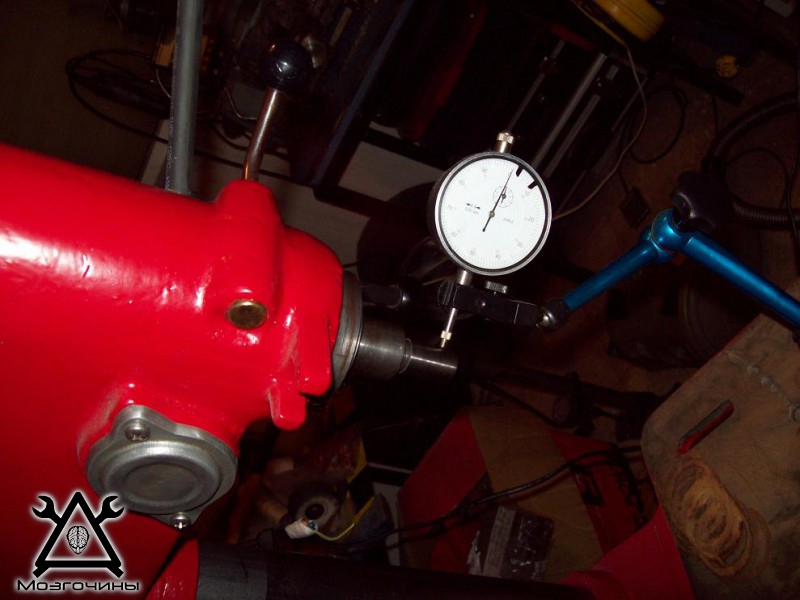
Jeg husket at det ville være fint å sjekke resultatene av fjærreparasjonen, mer presist, utskifting av lagre, og se på de resulterende slagene, og jeg prøvde å gjøre det. Og - å, et mirakel! - til tross for at jeg ikke fulgte nøyaktighetsklassen ved valg av lagre, overgikk resultatet alle forventninger, den radielle utløpet er 0,01:
Til slutt et par siste småting – og maskinene er allerede på plass:


Og helt til slutt - litt nysgjerrighet. Maskinen kom ut bare skinnende, presis, kraftig, men ett problem: DEN SPINNER PÅ DEN ANDRE VEIEN, det vil si til venstre
Moralen i historien er, ikke drikk mye øl når du restaurerer utstyr. Jeg startet den hundre ganger, vridd den, vridd den, og la ALDRI merke til at den roterte i motsatt retning (sannsynligvis fordi det ikke var noen patron, og den var ikke synlig på den runde aksen). Men det spiller ingen rolle. Etter å ha ringt motoren innså jeg at det ikke ville være mulig å reversere den enkelt, og når jeg spyttet på den kjøpte jeg et sett med "venstre" bor, jeg har brukt det i flere år nå, og jeg er glad som en elefant

- DIY steampunk medaljon - 16.12.2016
- Steampunk lighter - 08/12/2016
- En annen Steampunk-flash-stasjon - 28.07.2016
- Steampunk flash-stasjon - 12.07.2016
- Elektrisk hvilescooter - 18.06.2016
- Dashbord for elektrisk sparkesykkel - 04.06.2016
- Mini kubotan, åpner, nøkkelring - 05/12/2016
- Minihammer - 30.04.2016
- Flash-stasjon i form av en tennplugg - 25/04/2016
- Anheng for motorsyklister - video - 18.04.2016
- Elektrisk feste for rullestol - 07.09.2014
- LED frontlykter for elsykler - 25.06.2014
- Post-core stil lampe - 24.06.2014
- LED frontlykter for elsykler - 22.06.2014
- Marmor kantmaskin - 21.06.2014
Kan du ikke endre rotasjonsretningen? Så vidt jeg vet, er det kun ved tilkobling av viklingene med en "delta" med loddede ledninger problematisk å endre rotasjonsretningen. I alle andre tilfeller kan du.
Klasse. Kommer det andre artikler med restaurering?
Finner jeg bilder kommer det en til om en liten dreiebenk :)
Så på bildene, nei, dette er et fullstendig mareritt, ingenting er synlig, det kommer andre prosjekter
Ikke alle enfasede enheter er lett reversible, i min, uten en fullstendig demontering for å komme til viklingene, bestemte jeg meg rett og slett for ikke å dampe.
Maskinen har vært i drift i 4 år nå og det er ingen klager, venstrehåndsbor brukes vanligvis på CNC-maskiner og derfor av mye høyere kvalitet, siden de er designet for en intens belastning.
Selvfølgelig er en workshop mulig, men i tillegg er det dusinvis av artikler
Du trenger bare å tenke på hvilken seksjon du skal legge den inn i.
La oss se, jeg synes det er bedre som et eget emne, for eksempel i verktøysettet.
Super. Neste innlegg legg ut verkstedet ditt. Alle har allerede satt pris på og vil gjerne se arbeidsplassen din. Jeg tror det vil være gyldig.
Nettleseren din støtter ikke canvas.





Universale vertikale boremaskiner 2H125, 2H135, 2H150 brukes i bedrifter med enkelt- og småskala produksjon av produkter og er designet for å utføre følgende operasjoner: boring, rømme, forsenke, forsenke, rømme og trimme med kniver.
Tilstedeværelsen av en mekanisk spindelmating på verktøymaskiner, med manuell kontroll av arbeidssykluser, tillater bearbeiding av deler i et bredt spekter av størrelser fra forskjellige materialer ved bruk av verktøy fra høykarbon- og høyhastighetsstål og harde legeringer.
Maskinene er utstyrt med en enhet for å reversere den elektriske motoren til hovedbevegelsen, som gjør at de kan gjenges med maskinkraner med manuell spindelmating.
Plasseringskategori 4 i samsvar med GOST 15150-69.
Kinematisk diagram
Det kinematiske diagrammet til 2H125, 2H135 maskinene er vist i fig. 5.
På grunn av enkelheten til de kinematiske skjemaene er beskrivelsen deres ikke gitt.
Merk.Bordbevegelseskjeden er den samme for alle tre maskinene.
Materkjeden er den samme for 2125 og 2H135 maskinene.
Søyle, bord, tallerken
Søylen på maskinen er et støpejern. Borehodet og bordet flyttes manuelt langs svalehalesøyleføringene. Maskinbordet har tre T-spor. En elektrisk pumpe er installert på fundamentplaten, og inne i platen er det et reservoar med en kum for kjølevæske.
Girkasse og drev
Girkassen informerer spindelen om 12 forskjellige rotasjonshastigheter ved hjelp av bevegelige blokker 5 (fig. 7), 7, 8. Akselstøttene til boksen er plassert i to plater - øvre 1 og nedre 4, festet sammen med fire bånd 6. Girkassen roteres vertikalt plassert av en elektrisk motor gjennom en elastisk kopling Yu og et girtog 9. Den siste akselen 2 av boksen - hylsen - har et splinet hull gjennom hvilket rotasjonen overføres til spindelen. Gjennom girpar 3 overføres rotasjon til mateboksen.Girkassen, som alle monteringsenheter av borehodet, smøres fra en stempelpumpe montert på den nedre platen 4. Pumpedriften styres av en spesiell oljeindikator på forsiden av undermotorplaten.
Mekanisme for å bytte hastigheter og feeder
Koblingshastigheter utføres av knott 2 (fig. 8), som har fire posisjoner rundt omkretsen og tre langs aksen "feed switching er utført av knott 3, som har tre posisjoner rundt omkretsen for maskinmodeller 2H125, 2H135 og fire for 2H150, og tre posisjoner langs aksen. Håndtakene er plassert på forsiden av borehodet. Tellingen av de inkluderte hastighetene og matingene utføres i henhold til tabell 1 og 4.
Girkasse
Mekanismen er montert i et separat hus og er installert i borehodet. På grunn av bevegelsen av to trippelgirblokker, utføres ni forskjellige matinger på 2H125, 2H135 maskinene og tolv matinger på 2H150 maskinen. På 2H125- og 2H135-maskiner skiller mateboksene seg kun i drivverket, som på 2H125-maskinen består av gir I (fig. 9), på 2H125, 2H135-maskiner - av henholdsvis gir 2, 3 -. Fôringsboksen er montert i boringen til den øvre støtten til matemekanismens snekke. På boksens siste aksel er det en clutch 4, som overfører rotasjonen til ormen.
Borehode
Borehodet er et støpejernsstøpegods med bokseksjon, der alle hovedenhetene til maskinen er montert: girkasse, girkasse, spindel, matemekanisme, spindelmotvekt og gir- og matemekanisme.
Matemekanismen, som består av et snekkegir, en horisontal aksel med tannstang og tannhjul, en skive, en kam- og skralle-overløpskoblinger, et ratt, er en integrert del av borehodet.
Matemekanismen drives av mateboksen og er designet for å utføre følgende operasjoner:
manuell tilnærming av verktøyet til delen; slå på arbeidsfeeden;
manuell innmating;
slå av arbeidsfeeden;
manuell tilbaketrekking av spindelen opp;
manuell mating som brukes ved treing.
Driftsprinsippet for matemekanismen er som følger: når håndhjulet 14 (fig. 10) roterer, dreier kamkoblingen 8 mot seg selv, som gjennom bur-semi-clutchen 7 roterer tannhjulsakselen 3 på tannstangen. og pinjonggir, spindelen mates manuelt. Når verktøyet nærmer seg delen, oppstår et dreiemoment på pinjongakselen 3, som ikke kan overføres av tennene til kamkoblingen 8, i halvclutchburet 7 beveger seg langs akselen til endene av kammene til delene 7 og 8 kommer mot hverandre. I dette øyeblikket roterer kamkoblingen 8 i forhold til girakselen 3 i en vinkel på 20 °, som er begrenset av sporet i delen 8 og tappen 10. På buret - halvclutch 7 er det en dobbel -sidet skralleskive 6, koblet til halvclutchen med haler 13. Ved flytting av bur-halvclutchen 7 griper tennene på skiven 6 inn i tennene på skiven 6, laget i ett stykke med snekkehjulet 5.Som et resultat blir rotasjonen fra ormen overført til tannstangen og spindelen mates mekanisk. Med ytterligere rotasjon av rattet 14 med matingen slått på, sklir hundene 13, som sitter i bur-semi-clutchen 7, langs tennene på innsiden av skiven 6; det er en manuell fremføring av den mekaniske matingen.
Matemekanismen tillater manuell spindelmating. For å gjøre dette, slå av den mekaniske matingen med håndhjulet 14 og flytt lokket 9 langs aksen til girakselen 3 bort fra deg. I dette tilfellet overfører tappen 11 dreiemomentet fra kamkoblingen 8 til den horisontale akselen. På venstre vegg av borehodet er en skive 4 montert for visuell avlesning av arbeidsdybden og justering av kammene.
Det er en mekanisme for manuell bevegelse av borehodet langs søyleføringene, som består av et snekkepar 2 og et tannstangpar 1. For å beskytte matemekanismen mot brudd er det en sikkerhetsclutch 15. Mutter 16 og skrue 17 brukes til å justere fjærmotvekten.
Spindelen (fig. 11) er montert på to kulelagre. Den aksiale matekraften tas opp av det nedre aksiallageret, og verktøyets utslagskraft tas opp av det øvre. Lagrene er plassert i hylsen 3, som beveger seg langs aksen ved hjelp av et tannstangpar. spindellagrene justeres med mutter 1
En spesiell enhet på spindelhodet brukes til å slå ut verktøyet. Knockout oppstår når spindelen løftes av håndhjulet. Holderen til anordningen støter mot kroppen til borehodet, og spaken 4, som snur seg rundt aksen, slår ut verktøyet.
Elektrisk diagram
Ved å slå på Q1-inngangsbryteren tilføres spenning til hoved- og hjelpekretsen, H2-signallampen på kontrollpanelet lyser. Hvis kjøling og belysning er nødvendig, settes de tilsvarende bryterne i PÅ-posisjon.
Ved å trykke på S2 HØYRE-knappen får startspolen K1 strøm, hovedkontaktene slår på M1-elektromotoren til høyre spindelrotasjon. Gjennom K1-hjelpekontaktene slås K2-starteren på, som slår på M2-elektromotoren og K7-forsinkelsesreléet.
Ved å trykke på S3 VENSTRE-knappen slår du av K1-starteren, M1-elektromotoren, K7-reléet. Etter utlading av kondensatoren SZ lukkes kontaktene til reléet K7 (28-26), og kortslutningsstarteren slås på i den elektriske motoren M1 for venstre rotasjon av spindelen. Relé K7 slås på igjen.
Med automatisk revers skjer disse vekslingene når mikrobryteren S6 utløses fra kammen som er montert på skiven.
Stopp ved å trykke på S1 STOP-knappen. I dette tilfellet er K1- eller KZ-, K2-starterne slått av, og slår av M1, M2-elektriske motorer. Gjennom kontaktene til K7-reléet (7-9) slås K6-reléet på, etterfulgt av innkobling av K4- og K5-starterne. Viklingene til motoren M1 er koblet gjennom likeretteren V1, V2 til transformatoren T1. Elektrodynamisk bremsing av spindelen skjer.
Etter utlading av kondensatorene C1, C2, slås reléet K6 av, og kobler fra starterne K4, K5.
Ved endring av hastigheter, hvis girene ikke er koblet inn, påføres rotorbevegelsen til motoren M1. Ved å trykke på S4 ROCKING MOTION-knappen aktiveres K4-starteren, og leverer en redusert likerettet spenning til IC2-IC3-fasene.
Gjennom motstanden R2 slås relé K6 på med en forsinkelse, og slår av K4-starteren og slår på K5-starteren. I dette tilfellet flyter underspenningen gjennom fasene til ICI-IC2. Slike skift gir rotorvipping, noe som letter girskifting.
Den vertikale boremaskinen 2n125 er designet for å bore, rømme, forsenke, rømme hullene til deler i en enkelt og småskala produksjon. Maskinens nøyaktighetsklasse - N (normal).
Utformingen av boremaskinen er ganske stiv og holdbar, noe som eliminerer muligheten for vibrasjon under bearbeiding. Det er mulig å behandle deler laget av forskjellige materialer (stål, støpejern, ikke-jernholdige materialer), høyhastighetsverktøy (P6M5, P18) eller hardlegering (TK, VK).
Boremaskinenhet:
- Hovedstasjonen;
- Maskin hastighet boksen;
- Stempel pumpe;
- Stempel pumpe;
- Machine feed boksen;
- Kolonne, bord, tallerken;
- Mekanisme for å kontrollere rotasjonshastigheter og matinger;
- Skap;
- Maskinens elektriske utstyr;
- Spindel;
- Kjølesystem av maskinen;
- Maskinens borehode.
3. Kjølebryter på;
4.19 Justeringsbolter for bordkile og borehode;
5. Håndtak for flytting av bord og hode;
6.18 Bord- og hodeklemmeskruer;
10. Signalknapp MASKINEN ER PÅ;
11. Knapp for å slå på høyre spindelrotasjon;
12. Knapp for å slå på venstre spindelrotasjon;
13. Knapp for å slå på vippebevegelsen til spindelen når du bytter hastigheter på rotasjon og mating S;
14. Knott for girskifting;
21. Håndtak for å bytte feed;
22. Knapp for inkludering av manuell mating;
23. Ratt til matemekanismen;
24. Lemmer for å lese dybden av behandlingen;
27. Bryter for kjølepumpe;
28. Cam for justering av dybden på behandlingen;
29. Kam for å stille inn verdien av dybden på den kuttede tråden;
30. Spak for automatisk reversering av hoveddrevet når den spesifiserte verdien av dybden på den kuttede tråden er nådd;
31. Spak for å slå av matingen når den angitte verdien for dybden av hullet er nådd;
32. Firkantet for manuell bevegelse av hodet.
Takket være de mobile enhetene 5, 7, 8 mottar og sender girkassen 12 forskjellige rotasjonshastigheter til spindelen. Akselstøttene (lagrene) til girkassen er plassert i to plater 1 og 4, som er festet sammen med fire bånd 6. Girkassen roterer fra en vertikalt plassert elektrisk motor gjennom en elastisk overbelastningsclutch 10 og et sylindrisk tannhjul 9.
Aksel 2 - hylse - er laget med et splinet hull, ved hjelp av hvilket rotasjon overføres til spindelen. Gjennom girpar 3 overføres dreiemomentet til girkassen.
Materboksen monteres i et eget støpejernshus og monteres i borehodet. Bevegelsen utføres ved hjelp av to trippelgirsett og mottar ni forskjellige matinger.
| Video (klikk for å spille av). |
Matemekanismen er koblet til mateboksen og er designet for å utføre ulike operasjoner, nemlig:
- manuell tilnærming av skjæreverktøyet til arbeidsstykket;
- slå på arbeidsmatingen til verktøyet;
- manuell mating bevegelse;
- slå av arbeidsmatingen til verktøyet;
- manuell tilbaketrekking av spindelhodet opp;
- manuell mating S, brukes ved kutting av ulike gjenger.













