Denne prosedyren utføres i følgende rekkefølge.
VIDEO
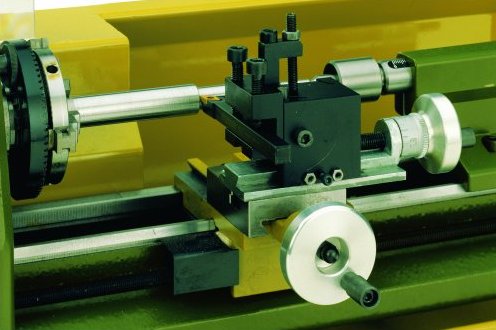
I metallarbeid, for fremstilling av sylindriske (koniske) deler, brukes en dreiebenk. Det er mange modeller av denne produksjonsenheten, og de deler alle nesten samme utforming av lignende sammenstillinger og deler. En av disse er maskinstøtten.
Hjemmelaget dreiebenk
For en bedre forståelse av funksjonene som dreiebenkstøtten utfører, kan du vurdere driften ved å bruke eksemplet på den vanlige 16k20-modellen. Etter å ha gjennomgått denne informasjonen, vil kanskje noen hjemmehåndverkere ha en idé om å lage en hjemmelaget dreiebenk med egne hender for å utføre arbeid på metall.
Dette er en ganske kompleks node av en metalldreiebenk, til tross for dens tilsynelatende enkelhet. Fra hvor riktig den er laget, installert, justert - kvaliteten på den fremtidige delen avhenger, og hvor lang tid det tok å lage den.
Støtten plassert på 16k20-maskinen kan bevege seg i følgende retninger:
tverrgående - vinkelrett på aksen til det roterende arbeidsstykket for å fordype seg i det;
langsgående - skjæreverktøyet beveger seg langs overflaten av arbeidsstykket for å fjerne et overflødig lag av materiale eller tre tråden;
tilbøyelig - for å utvide tilgangen til overflaten av arbeidsstykket i ønsket vinkel.
Støtten til 16k20-maskinen er plassert på den nedre sleiden, som beveger seg langs føringene festet på sengen, og dermed oppstår langsgående bevegelse. Bevegelsen settes av rotasjonen av skruen, som konverterer rotasjonskraften til translasjonsbevegelse.
Dreiebenkstøtten er designet for å holde og flytte skjæreverktøyet
På det nedre lysbildet beveger kaliperen seg også på tvers, men langs separate føringer (tverrglide), plassert vinkelrett på delens rotasjonsakse.
En roterende plate er festet til tverrsleiden, med en spesiell mutter, som det er føringer for bevegelse av den øvre sleiden. Du kan stille inn bevegelsen til det øvre lysbildet med en dreieskrue.
Rotasjonen av den øvre sleiden i horisontalplanet skjer samtidig med platen. Installasjonen av skjæreverktøyet skjer således i en gitt vinkel til den roterende delen.
Maskinen er utstyrt med et skjærehode (verktøyholder), som er festet på den øvre sleiden med spesielle bolter og et separat håndtak. Bevegelsen til kaliperen skjer langs blyskruen, som er plassert under reiseakselen. Denne innmatingen gjøres manuelt.
I arbeidet med 16k20-maskinen er det naturlig slitasje, løsne, løsne kaliperfestene. Dette er en naturlig prosess, og konsekvensene må kontinuerlig overvåkes gjennom jevnlige justeringer og justeringer.
Hovedkomponentene i dreiebenken
Følgende justeringer er gjort på støtten til 16k20-maskinen:
Under den tverrgående og langsgående bevegelsen av støtten til 16k20-maskinen på sleiden, oppstår slitasje på skruen og deres arbeidsflate på grunn av konstant friksjon.
Tilstedeværelsen av slik ledig plass fører til ujevn bevegelse av kaliperen, fastkjøring, oscillasjon under sidebelastninger som oppstår. Overdreven klaring fjernes ved hjelp av kiler, med hvilke vognen presses mot føringene.
Tilbakeslag vises i det spiralformede giret. Du kan bli kvitt den uten demontering. ved hjelp av festeskruen, som er plassert på denne kaliperbevegelsesanordningen.
Ved langvarig arbeid på metall på 16k20-maskinen oppstår slitasje og tilstopping av oljetetningene, som er plassert i endene av vognfremspringet. Visuelt bestemmes dette når skitne striper vises under den langsgående bevegelsen til kaliperen.
Dreiebenk frontdeksel med oljetetning
For å eliminere dette fenomenet uten å demontere enheten, er det nødvendig å skylle filtpolstringen og suge den med maskinolje. Hvis de utslitte oljetetningene er helt ubrukelige, bør de byttes ut med nye.
Denne dreiebenkenheten slites over tid under konstant betydelige belastninger i metallarbeid.
Betydelig slitasje er lett å identifisere ved overflatetilstanden til føringssleiden. Små fordypninger kan vises på dem, noe som vil forhindre fri bevegelse av kaliperen i en gitt retning.
Ved rettidig regelmessig vedlikehold kan det hende at slike reparasjoner ikke er nødvendige, men i tilfelle en feil av denne typen reparasjon bør gjøres, og ved alvorlig slitasje - utskifting.
16K20-kaliperen krever ofte vognreparasjon, som består i å gjenopprette de nedre føringene som samhandler med sengeføringene. Spesiell oppmerksomhet er nødvendig for å opprettholde en stabil vinkelrett posisjon av vognen.
Når du reparerer kaliperen, er det nødvendig å sjekke begge planene ved å bruke et bygningsnivå.
Dreieanordningen som metallarbeid utføres med kan være veldig enkel. Du kan sette sammen en hjemmelaget maskin med egne hender nesten fra improviserte midler, som er hentet fra mekanismer som har falt i forfall.
Hjemmelaget dreiebenk
Du bør starte med en metallramme sveiset fra en kanal, som vil være sengen. Fra venstre kant er en fast fronthode festet på den, og en støtte er installert til høyre. En selvlaget maskin, laget for hånd, sørger for en ferdig spindel med en chuck eller frontplate.
Spindelen mottar dreiemoment fra den elektriske motoren gjennom en kileremtransmisjon.
Når maskinen jobber for metall, er det umulig å holde kutteren med egne hender (i motsetning til å jobbe med tre), derfor trenger du en støtte som vil bevege seg i lengderetningen. En verktøyholder er installert på den med mulighet for å veksle den på tvers av bevegelsesretningen til selve støtten.
Bevegelsen til sleiden og verktøyholderen stilles inn med spesifisert mengde ved hjelp av en skrue med et svinghjul, som har en ring med metriske inndelinger. Håndhjulet er manuelt drevet.
VIDEO
For å sette sammen en dreieenhet med egne hender, trenger du:
hydraulisk sylinder;
aksel fra støtdemperen;
hjørne, kanal, metallbjelke;
elektrisk motor;
to trinser;
Belting.
Hjemmelaget dreiebenk på en kanal
En hjemmelaget dreiebenk med egne hender er satt sammen på denne måten:
En rammestruktur er satt sammen av to kanaler og to metallbjelker. Når du arbeider i fremtiden med deler lengre enn 50 mm, bør det brukes materialer med en tykkelse på minst 3 mm for hjørnet og 30 mm for stengene.
De langsgående akslene er festet på to kanaler med styreskinner med kronblader, som hver er boltet eller sveiset.
For fremstilling av topplageret brukes en hydraulisk sylinder, hvis veggtykkelse må være minst 6 mm. To lagre 203 er presset inn i den.
En aksel føres gjennom lagre med en indre diameter på 17 mm.
Hydraulisk sylinderen er fylt med smøremiddel.
En mutter med stor diameter er installert under remskiven for å hindre at lagrene klemmes ut.
Den ferdige trinsen er hentet fra en brukt vaskemaskin.
Kaliperen er laget av en plate med sylindriske føringer sveiset til den.
Chucken kan lages av et rørstykke med passende diameter, med muttere påsveiset og hull laget for 4 bolter.
Den elektriske motoren til den samme vaskemaskinen (effekt 180 W), koblet til topplokket med en beltedrift, kan tjene som en drivenhet.
Nødvendig informasjon om reparasjon av en 1k62 skruedreiebenk er angitt i reparasjonsmanualen. Her kan du også finne informasjon om mulighetene for å modernisere maskinen.
Det kan være ulike typer funksjonsfeil i maskinene. Mange av disse oppstår på grunn av manglende overholdelse av pleie- og vedlikeholdsinstruksjoner.
I alle fall, før du fortsetter med å eliminere funksjonsfeilen, må du gjøre deg kjent med listen over de viktigste mulige funksjonsfeilene.
Hvis arten av feilen som oppstod er identisk med den som er beskrevet, må du bruke de foreslåtte elimineringsmetodene.
Hvis arten av feilfunksjonen ikke sammenfaller med de som er oppført og det er vanskelig å eliminere den, ta kontakt med fabrikken.
Listen over hovedfeil er gitt i tabell 1, smøresystemfeil i tabell 2.
Arten av feilen
Årsaker til forekomst
Elimineringsmetoder
Fall eller mangel på forsyningsspenning
Sjekk tilstedeværelsen og verdien av spenning i nettverket
Det er umulig å bytte girblokken 9, 10 (fig. 6) med håndtaket 5 (karakteristisk lyd
Girblokken beveger seg ikke ut av nøytral
Slå på den elektriske motoren og (frihjul) bytt over
Vilkårlig stans av den elektriske motoren under drift
Termisk jet-utløsning på grunn av motoroverbelastning
Reduser skjærehastighet og pi-mating
Spindelmomentet er mindre enn spesifisert i håndboken
Utilstrekkelig beltespenning
Øk beltespenningen
Friksjonsclutchen løs
Bremsingen er for sakte
Svak bremsebåndspenning
Øk bremsebåndspenningen
Kaliperforsterkningen er mindre enn spesifisert i håndboken
Utilstrekkelig strammet ladeanordningsfjær
Reparasjon og restaurering av TV-4 skruedreiebenk.
Komposisjonen "Medium Rock" tilhører utøveren Audionautix. Lisens: Creative Commons Attribution (https://creativecommons.org/licenses/by/4.0/).
#LatheTV-4
Hvis du setter sammen en hjemmelaget metalldreiebenk med egne hender, kan du få funksjonelt utstyr for metallbearbeiding til din disposisjon uten ekstra kostnad. For objektivitet vil vi vurdere ikke bare monteringsprosessen, men også de nåværende tilbudene til det ferdige produktmarkedet. Informasjonen nedenfor vil hjelpe deg med å gjøre en korrekt komparativ analyse, som tar hensyn til økonomiske evner, faglige ferdigheter og andre personlige egenskaper.
Hjemmelagde produkter av høy kvalitet er på ingen måte dårligere enn fabrikkens motstykke
Kompakt utstyr tar ikke mye plass i hjemmeverkstedet
Ved hjelp av en metalldreiebenk kan du raskt og effektivt utføre ulike arbeidsoperasjoner:
behandling av ender, spor med det nødvendige nivået av nøyaktighet;
utvidelse av eksisterende koniske og sylindriske hull (forsenking);
nøyaktig kutting av arbeidsstykker i henhold til lengden fastsatt av planen;
opprettelse av en relieffflate ved å rulle;
kutting av standard- og spesialgjenger (ekstern / intern).
Komplekse og unike produkter kan lages uten feil ved å bruke en metalldreiebenk til hjemmet
Studer nøye materialene i denne artikkelen. Hvis det er vanskelig å gjennomføre prosjektet med egne hender, vil kunnskap være nyttig for en objektiv vurdering av utvalget av spesialiserte butikker. I separate seksjoner er det informasjon om driftsreglene som vil bidra til å forlenge levetiden til teknologisk utstyr og gi et høyt sikkerhetsnivå.
Selv en liten dreiebenk veier mye, skaper vibrasjoner under drift. En pålitelig base (1) er nødvendig, på hvilken funksjonelle enheter og individuelle deler er festet. Hvis det er ment å lage en gulvversjon, bruk pålitelige støtter med nødvendig lengde. Den endelige høyden på arbeidsområdet bør være brukervennlig.
Andre komponenter er oppført i følgende liste:
En girkasse er plassert i topplokket (3). Den er designet for å justere rotasjonshastigheten til spindelen (4), endre størrelsen på dreiemomentet.
På baksiden er arbeidsstykket støttet av en bakstokk (6). Kraner, bor og andre verktøy er også installert her, om nødvendig.
I standardbehandlingsmodus er kutterne festet i en spesiell holder (5).
Denne sammenstillingen er montert på en støtte (8). For jevn horisontal bevegelse brukes en skrumekanisme, plassert i forkleet (7).
Materboksen (2) driver drivakselen.
vognen (1) og hele blokken som helhet (17) drives av kjøreakselen (2);
bevegelsesmekanismen er forbundet med et spesielt håndtak (15);
disse skliene (3) gir bevegelsesfrihet for den øvre delen i tverrretningen (12);
den er festet på svingenheten (4) med langsgående føringer (5);
kutterne er installert i holderen (6);
skruer (7/8) brukes til å feste denne delen/verktøyene;
håndtaket (9) kan trygt flytte kutterne i avstand fra arbeidsområdet;
festeelement (10) til den øvre delen (11);
for den nøyaktige bevegelsen i de riktige retningene, bruk håndtakene (13, 14) med et skrutrekk;
håndhjulet (16) brukes til å bevege kaliperen manuelt.
I en detaljert studie av denne delen av en metalldreiebenk er det nødvendig å ta hensyn til de økte belastningene den utsettes for i prosessen med å utføre teknologiske operasjoner. Det er nødvendig å ta hensyn til det store antallet bevegelige komponenter.
Sterke deler er ikke det eneste som trengs for å opprettholde presisjonen. Konstante justeringer vil bidra til å eliminere tilbakeslag for å kompensere for slitasje. Det anbefales å erstatte skadede tetninger med nye produkter.
Deretter vil vi vurdere prosjekter som er enkle å reprodusere på egenhånd med oppklarende kommentarer. Eksemplet på bildet er mer egnet for trebearbeidingsutstyr. For å jobbe med sterke arbeidsstykker i lang tid, bør du lage en støttesko fra en stålplate.
I tillegg til standardutstyret kommer slike utskiftbare fester godt med.
Med deres hjelp utvides de grunnleggende egenskapene til bakstokken. I forfatterens anbefalinger foreslås det å fjerne en del av standardholderen til patronen (3). Dette vil tillate å øke arbeidsslaget til verktøyet, for å behandle større arbeidsstykker.
For fremstilling av hjemmelagde produkter brukes enkle designløsninger.
Her brukes en remdrift (1), som er kjent for sin lave kostnad, lave støynivå. En dobbel remskive (2) er installert for å øke dreiemomentet. For å forlenge levetiden til spindelen (3), må et par kulelager brukes. Om nødvendig lages det hull i kroppen for periodisk påfylling av fett.
Som regel er en dreiebenk av metall utstyrt med trekjeve-chucker.
Disse klemmene sentreres automatisk uten ytterligere justering. Egenproduksjon av slike enheter vil forårsake vanskeligheter.Derfor kan dette funksjonelle elementet til dreiebenken kjøpes i en butikk.
Modeller med fire kjever brukes til å behandle firkantede arbeidsstykker.
Det er bedre å lage hoveddelen av holderen i en sammenleggbar design.
Dette vil tillate deg å gjøre reparasjoner uten unødvendige problemer. Skruer skrus inn i de gjengede hullene, som fester verktøyet godt. Avstanden mellom platene bestemmes under hensyntagen til kutternes størrelse.
Et håndtak er installert på toppen for rask rotasjon av enheten. Denne enheten lar deg raskt endre verktøy for kompleks sekvensiell behandling av arbeidsstykker.
Å lage en dreiebenk av metall med egne hender: trinnvise instruksjoner med kommentarer Første trinn: valg av en dreiebenk av metall, utarbeidelse av prosjektdokumentasjon Følgende tegninger viser det fullførte prosjektet. En så relativt enkel metalldreiebenk for en garasje (verksted) er ikke så vanskelig å lage på egen hånd. Belter og noen andre komponenter er standardvarer. Andre deler kan lages selv eller bestilles fra et spesialverksted.
Konstruksjon, hoveddeler, dimensjoner
Headstock og tailstock-komponenter
Reisemekanisme og støtte
Komponentdeler av vognen, monteringstegning
For å velge den nødvendige nøyaktigheten av bevegelsen til kaliperen, endres blyskruens gjengestigning. Den kuttes til en dyse på en skruskjæremaskin. For å styrke strukturen lages tilkoblinger ved hjelp av sveising. Headstock-kropper er laget av en kanal (# 12/14).
Prosjektet presentert ovenfor er designet for bruk av en kraftenhet med en kapasitet på 450-600 W med en maksimal rotasjonshastighet på arbeidsakselen - 2500-3500 rpm.
For å spare penger bruker noen prosjektforfattere gamle elektriske motorer fra ubrukte husholdningsapparater.
Slike løsninger er ganske egnet hvis du velger en fungerende motor med tilstrekkelig kraft.
Den rimelige kostnaden for produkter i denne kategorien lar deg enkelt finne et akseptabelt alternativ i detaljhandelsnettverket. I dette tilfellet kan du stole på den offisielle produsentens garantier.
For ikke å ta feil, kan du studere eksempler på fabrikkverktøy for metall, vellykkede hjemmelagde produkter. Basert på en slik ministudie er det lett å konkludere med følgende proporsjoner: for å behandle deler med en diameter på 8-12 cm og en lengde på 60-80 cm, brukes elektriske motorer med en effekt på 600-800 W . Standard luftkjølte asynkrone modeller er egnet. Det anbefales ikke å bruke kollektormodifikasjoner. De øker hastigheten kraftig når belastningen på akselen reduseres, noe som vil være utrygt. For å forhindre slike situasjoner, må du bruke en redusering, noe som vil komplisere designet.
Den elektriske kretsen til dreiebenken for metall
En fordel med remdriften bør understrekes. Den forhindrer direkte mekanisk påvirkning på akselen fra verktøyet i tverrretningen. Dette forlenger levetiden til journallagrene.
Denne algoritmen forklarer sekvensen av handlinger når du arbeider med tegningene ovenfor. Bruk av annen designdokumentasjon innebærer innføring av passende endringer i monteringsprosessen.
De starter med hodestokken. En spindel er installert i den. Videre er hele enheten koblet til det løpende røret ved hjelp av en boltfeste. En tråd kuttes foreløpig på festedelene. Når du utfører denne operasjonen, kontroller nøye justeringen av delene.
På neste trinn settes en kraftramme sammen fra kanalene. Når rammen er laget, er hodestokken installert på den. Også her må parallelliteten til løperøret og de lange rammedelene overvåkes nøye. Gjør markeringen nøyaktig. Hullene bores sekvensielt med en ekstra rømmerboring, og kontrollerer hvert festepunkt.En eller to feil vil ikke urimelig kompromittere styrken til kanalen, så det er bedre å lage et nytt nøyaktig hull på et annet sted, om nødvendig.
Til din informasjon! Ikke glem å installere fjærstålskiver, som sikrer påliteligheten til boltede forbindelser under høye vibrasjonsforhold.
Fabrikkbakstokk av en dreiebenk for metall
Når du monterer denne enheten, bør du være spesielt oppmerksom på nøyaktigheten av plasseringen av de sentrale aksene til spindelen (1) og fjærpennen (2). Ved feil vil det oppnås koniske overflater i stedet for sylindriske ved bearbeiding av arbeidsstykker. Sjekk også parallelliteten til disse elementene i det løpende røret. Støttestangen (3) hindrer bakstammen i å snu. Stålavstandsstykker kan brukes til høydejustering.
Kaliperdelene installeres sekvensielt i samsvar med monteringstegningen. Her er det ikke behov for spesielt høy nøyaktighet, siden det er gitt mange justeringer. Hvis det forventes mye bruk, del opp individuelle sammenstillinger slik at slitedeler kan skiftes ut uten ekstra kostnad.
På det siste stadiet er en elektrisk motor installert, koblet til strømnettet i henhold til den valgte ordningen. De sjekker funksjonaliteten til dreiebenken for metall med egne hender i praksis. For å forbedre utseendet og beskyttelsen mot korrosjon, er noen deler belagt med en primer og maling.
Dette bildet av en metalldreiebenk viser tydelig den høye kvaliteten på hjemmelaget arbeid.
Video (klikk for å spille av).
For å behandle arbeidsstykker laget av tre, plast og andre myke materialer, er kraften til et vanlig elektrisk husholdningsverktøy nok. Dette eksemplet viser hvordan du lager en funksjonell maskin med egne hender på 15-20 minutter. Ved hjelp av de siste bildene i tabellen er opprettelsen av et forbedret design beskrevet:
Vurder artikkelen:
Karakter
3.2 hvem stemte:
85