I detalj: gjør-det-selv-ventilreparasjon fra en ekte mester for nettstedet my.housecope.com.
Slukeventiler laget av støpejern parallelt, flenset med stigende spindel og manuell drift
Skivene 8 (fig. 33) senket seg ikke helt, presset ikke mot tetningsringene til huset
Stram svinghjulet 2 (fig. 32) med en spesialnøkkel 8 eller en rørspaknøkkel 1. Endene av spindelen 4 og mutrene må være i samme høyde. Før du strammer til med en skiftenøkkel, drei svinghjulet noen omdreininger i motsatt retning. Dette vil sikre at ventilen lukkes med mindre innsats, siden du kan smøre gjengene ved å forlenge spindelen.
Ris. 32. Åpning og lukking av ventilen: a, b - korrekt; c - feil; 1 - spak rørnøkkel; 2 - svinghjul: 3 - skrap eller rørkuttet; 4 - spindel; 5— pakkboksdeksel; 6 - boligdeksel; 7 - kropp; 8 - spesialnøkkel
Håndhjulet roterer, men spindelen står stille
Avrundede hjørner av konvergensen av flatene til kvadratet på spindelen under svinghjulet
Hold spindelen 13 (FIG. 33) med en rørnøkkel, skru av mutteren 3 med en hvilken som helst skiftenøkkel og fjern svinghjulet 1. Fil de nye kantene lavere enn de eksisterende, hvis lengden på spindelen tillater det. Du kan, mens du holder rørnøkkelen i spindelen, åpne og lukke ventilen
Ris. 33. Portventil laget av støpejern parallelt, flenset med en glidespindel og manuell drift: 1 - svinghjul; 2 - løpemutter; 3 - mutter; 4 - nøkkel; 5 - mutter; 6 - kjertelpakking; 7 - pakning; 8 - disk; 9 - tetningsring av platen: 10 - tetningsring av kroppen: 11 - kile; 12 - kropp; 13 - spindel; 14 - boligdeksel; 15 - bolt; 16 - pakkboksdeksel
Svinghjulet roterer, men løpemutteren står stille
Nøkkel faller ut eller klippes
| Video (klikk for å spille av). |
Hold svinghjul 1 med en rørspaknøkkel, og skru av mutter 3 med den andre. Etter å ha fjernet svinghjulet, sett inn en ny nøkkel 4 i kilesporet, laget av et stykke ståltråd eller en spikerfilet ned. Den nye nøkkelen skal fylle utsparingen i løpemutteren 2 og hvile mot bunnen av svinghjulets kilespor. Dette vil eliminere tastefallet.
Håndhjulet roterer med spindelen og ventilen kan ikke åpnes for vannpassering
Den rektangulære enden av spindelen, plassert inne i ventilhuset, har løsnet fra skivene
For å låse en slik brakett bores to motsatte utsparinger på halsen på en av skivene.
Håndhjulet roterer med spindelen og ventilen kan ikke brukes
Hjørnene på spindelrektangelet mellom skivene er avrundet
Den enkleste måten er å bytte ut spindelen med en gammel ventil som har forfalt av andre årsaker. Det er også mulig å fjerne spindelen fra en ny ventil, noe som vil ta kortere tid enn å installere en annen ventil.
Den slitte rektangulære enden av spindelen gjenopprettes ved krymping, ved oppvarming av spindelen i en smie, eller ved overflatebehandling ved hjelp av elektrisk sveising. Etter elektrisk sveising retter de opp hjørnene på en slipemaskin
Slukeventil stenger ikke vannet helt til tross for normal bevegelse av skivene
Ujevne avleiringer og riper på O-ringer
Etter rengjøring, gni en av overflatene på ringene med kritt eller tørk av med arbeidssiden av en gammel skrivemaskin karbonpapir. Nå med den forurensede overflaten, tørk av den tilsvarende paringsoverflaten. Skrubb de resulterende fargede tuberklene. Sliping er ikke forbudt, men det er lengre.
For grovsliping kan du bruke pulveret som er igjen av kvernen. Du kan også tilberede pulveret selv fra en blanding av finknust murstein og glass. Dryss pulveret på en flat metalloverflate, på keramiske fliser, etc.n. Bruk bronse-tetningsringene til skivene, kjør gjennom blandingen i forskjellige retninger, noen ganger løft. For at blandingen skal omslutte overflaten av ringene bedre, tilsett flytende olje til den, blandingen skal få konsistensen av en støvelkrem i bokser (kremen er tynnere i rør). Grov lapping tillates også med slipeduk, limt eller bundet langs kantene til platen. Bredden på planken skal være større enn ringens diameter. Gni hele overflaten på en gang, endre retningene til de frem- og tilbakegående bevegelsene og bruk jevnt trykk på hele overflaten av brettet. På denne måten er det praktisk å rengjøre overflaten på disken, men det er vanskelig å rengjøre den indre overflaten av saken når du lapper, du kan bruke spesielle pastaer som GOI.
Svinghjulet er foldet fra løpemutteren
1. Slip en ny mutter på en dreiebenk ved å lage kanter på en fresemaskin eller med baufil. Merk at reisemutteren nesten alltid er innvendig trapesformet og utvendig metrisk. I ventiler D = 50 mm, i stedet for en nøkkel, kuttes en utvendig gjenge på løpemutteren 2. Et svinghjul er skrudd på det, som har en tilsvarende gjenge i det indre hullet i navet. Svinghjulet motvirkes med mutter 3 (se fig. 33). Det skal bemerkes at gjengene på løpemutteren og svinghjulet er venstrehendte, det vil si at svinghjulet vil rulle av løpemutteren hvis du strammer den, og ønsker å senke skivene og stenge ventilen.
2. Fjern mutteren fra en lignende ventil som ikke er installert i rørledningene. Drei mutteren med klokken. Sett på igjen mutteren ved å skru mot klokken til den griper seg inn i gjengene på svinghjulnavet.
3. Skru av svinghjulet. Sett en fille under kjevene på rørnøkkelen, roter spindelen ved den øvre gjengede enden i ønsket retning.
Svinghjulsnavet kan ikke roteres
Ødelagte hjul og svinghjuleiker
Velg rørnøkkelen med tilsvarende nummer på navet eller fjern navene og arbeid med den eksisterende skiftenøkkelen. For å gripe sylindriske overflater må skiftenøkkelen ha to skarptannede kjever
Kan ikke åpne og lukke ventilen
Sett en fille under kjevene på rørskruen, roter spindelen med den gjengede enden.
Lekkasje fra under pakkboksdekselet
Løs kjertelpakning
Stram mutterne 3 på boltene 15 jevnt vekselvis. Hvis flensen på pakkboksdekselet 16 hviler mot flensen på dekselet 14 på kroppen, er det nødvendig å etterfylle pakningen 6 eller fjerne restene av den gamle og erstatte det med en ny. Du kan bare bytte ut oljetetningen ved å stramme svinghjulet til det ytterste og kontrollere hvor mye ventilen er stengt. For å gjøre dette, åpne en av ventilene eller kranene som er plassert bak ventilen. En liten lekkasje av vann vil ikke være til hinder, men med en sterk vannstrøm er det forbudt å fylle kjertelen, siden vannet vil presse den ut.
For å stappe pakkboksen, skru av mutterne 3 som holder pakkboksdekselet. Fjern den fra husdekselet 14. Det er lettere å gjøre dette hvis kjerteldekselet sekvensielt, eller enda bedre samtidig, lirkes av fra begge sider, for eksempel med en spade av en stor skrutrekker og en spudger eller med håndtakene på rørnøkkelspakene. For å forhindre at oljetetningsdekselet forstyrrer i fremtiden, heng det på en wire fra svinghjuleikene. Rengjør det synlige kjertelsetet fra skitt og rester av gammel pakning med en stålkrok. Etter å ha installert det første laget med fersk emballasje, prøv å tampe det godt. Det er mest praktisk å gjøre dette med samme pakkboksdeksel, hvis det går fritt inn
inn i hullet. Ved legging av tettelagene vil også halvparten av røret med passende diameter, kuttet på langs, hjelpe. Det vil være mer praktisk å bruke en slik halvdel av røret hvis håndtaket er sveiset til det i en vinkel på 90 °. Du kan bruke som et håndtak saget i en vinkel på 20-30 ° og bøyd sektor: rør.
Senk pakkboksdekselet ned på den gjenvunnede pakkboksen og stram til med mutrene.Avstanden mellom flensen på dette dekselet og flensen til husdekselet må være lik 6-10 mm, som en reserve. Sjekk kvaliteten på arbeidet ditt ved å heve og senke spindelen. Lekkasje av vann vil signalisere behovet for ytterligere tiltrekking av mutterne.
I fravær av en standard forsegling, bruk vridd burlap-tråder eller strimler av bomullsstoff, lett oljet med olje, noe som forhindrer dem i å råtne. Egnet for tetting og naturfibertau. Pakkboksen kan også være laget av spesialkuttede gummihalvringer, men i dette tilfellet er det nødvendig å stramme pakkboksdekselet litt. En sterk tilstramming vil føre til overdreven motstand mot spindelens bevegelse, og gummien vil smuldre
Ødelagt eller knust pakning
Som i forrige tilfelle, lukk ventilen og kontroller hvordan den ikke slipper gjennom vann. Fjern deretter koblingsboltene mellom dekselet 14 og huset 12 og erstatte dem midlertidig med lengre (20-25 mm lengre). Fjern også de gjenværende boltene, og på lange skru av mutterne 2-5 gjenger på gjengen og drei svinghjulet umiddelbart i lukkeretningen. Deksel 14 vil heve litt. Gjenta "prosedyren" til det er et gap på 1-15 mm, tilstrekkelig til å skifte pakning 7. Noen ganger økes gapet for å rense overflatene til restene av den slitte pakningen.
Skjær den nye pakningen langs den gamle eller langs dekselet, og reduser de ytre dimensjonene med to boltdiametre. På ett sted, kutt pakningen i sikksakk for å sette den inn i gapet mellom dekselet og kroppen. Sikksakk på delen av pakningen skal beskytte mot vannlekkasje. For pålitelighet kan to avstandsstykker installeres med snittene forskjøvet med 180°. For å justere posisjonen til pakningen når du skjærer, la "hornene" stå på den.
Det beste materialet for pakninger er arkgummi, det verste er vanlig, ikke-bølgeoljet papp
 Ventilreparasjon er en av de obligatoriske prosedyrene som følger med driften av slike enheter. Faktisk, i utformingen av ventiler er det bevegelige elementer, derfor trenger slike ventiler som et minimum periodisk utskifting av slike noder.
Ventilreparasjon er en av de obligatoriske prosedyrene som følger med driften av slike enheter. Faktisk, i utformingen av ventiler er det bevegelige elementer, derfor trenger slike ventiler som et minimum periodisk utskifting av slike noder.
I tillegg kan ventilen svikte av andre årsaker. Derfor vil vi i denne artikkelen vurdere typiske trusler mot funksjonaliteten til enheten og hvordan du kan eliminere dem ved periodisk eller overhaling av ventilen.
Utformingen av ventilene forutsetter at enheten under drift kan miste sin funksjon på grunn av følgende sett med omstendigheter:
- Tap av tetthet i dokkingenhetens kroppsrørledning.
- Tap av tetthet i dokkingenhetens spindel-gland.
- Tap av tetthet i dokkingenhetens spjeldhus.
Årsaken til lekkasjer mellom ventilhuset og enden av røret er enten en monteringsfeil eller en lekkasje på grunn av deformasjon av tetningspakningen som tetter skjøten. Diagnosen av et slikt sammenbrudd utføres visuelt: behovet for å reparere ventilene - støpejern, stål eller polymer - ingen forskjell, signaliseres av en lekkasje i krysset mellom kroppen og rørledningen.

Årsaken til trykkavlastning av husdekselet eller pakkboksdekselet er bare en lekk pakkboks - en tetning som beskytter passasjepunktet for stangen eller spindelen gjennom disse delene. Et slikt sammenbrudd kan diagnostiseres av striper på ventilhuset. Dessuten er typen problem indikert av kilden (begynnelsen) av dryppet - halsen på husdekselet.
Årsaken til intern lekkasje i spjeldsonen er bruken av ventilventiler i rørledninger som transporterer en sterkt forurenset strømning, hvis partikler deformerer tetningsringene til forstoppelsen. I tillegg kan partikler sette seg på de indre veggene av huset, og dermed hindre nærkontakt med ventillukkingen. Det er veldig vanskelig å diagnostisere et slikt sammenbrudd. Tross alt er det mulig å identifisere interne funksjonsfeil i en node bare ved indirekte tegn - tilstedeværelsen av trykkstøt i en blokkert rørledning.
Ventilreparasjonsteknologi avhenger av typen havari. Tross alt blir eksterne lekkasjer (i sonen til kroppsrøret og spindelkjertelen) diagnostisert og eliminert ved å bruke helt andre handlinger enn interne lekkasjer (i sonen til kroppsdemperen).

Reparasjonsarbeid, hvis formål er å gjenopprette funksjonen til ventilen, utføres enten ved fullstendig demontering av enheten, eller ved delvis demontering og montering av ventilen. Overhaling av ventilen kan organiseres på en eller annen måte. For delvise reparasjoner er det nok å demontere pakkboksdekselet og fjerne husdekselet. Imidlertid begynner begge operasjonene med samme handling - å stenge av rørledningen oppstrøms. For disse formålene bør selvfølgelig en brukbar låseanordning brukes.
For å opprettholde vedlikeholdsnivået til linjen, er det svært viktig å utføre alt reparasjonsarbeid i stengeventilenhetene i tide. Ellers vil kostnadene for å restaurere ventilventiler øke med flere størrelsesordener.
Demonterings- og monteringsprosessen er som følger:
- Helt i begynnelsen demonteres svinghjulet, hvorfra løpemutteren fjernes.
- Deretter skrus låseskruene til pakkboksdekselet av husdekselet. Hvis feilen er relatert til monteringen - spindelkjertelen, så etter å ha fjernet dekselet, trenger du bare å demontere tetningen og erstatte den med en ny, uskadet montering.
- Etter demontering (og, om nødvendig, utskifting) av pakkboksen, er det nødvendig å demontere flensforbindelsen ved krysset mellom kroppen og dekselet. For å gjøre dette, skrus monteringsskruene til dekselet ut av monteringshullene i huset.
- Etter å ha fjernet dekselet, kan du fjerne spindelen fra kroppen og trekke lukkeren ut av setet. På dette stadiet kan du rengjøre spjeldet og kroppssetet, og erstatte tetningselementene underveis. I tillegg er spjeldet ofte ganske enkelt erstattet med en ny del av lignende form. Tross alt er alle ventilenheter standard, derfor kan en låsesmed ikke ha problemer med å velge et brukbart element.
- Etter å ha erstattet eller restaurert spjeldet, kan du fortsette med monteringen av spjeldet, som utføres i motsatt rekkefølge.
Den angitte operasjonen kan utføres både på et frakoblet spjeld og på en armatur montert i en rørledning. Men for å erstatte pakningene eller eliminere feil ved krysset mellom kroppen og røret, må vi uten feil demontere hele enheten, etterfulgt av demontering, montering og installasjon av beslag i rørledningen.
Når reparasjonsarbeidet er fullført, må mekanikeren teste enheten for funksjonalitet. Det vil si at den reparerte ventilen må lukke rørledningen, og helt stoppe væskestrømmen i ledningen. 
Kontrollenheten, i dette tilfellet, er en konvensjonell trykkmåler, som skal registrere trykkfallet i røret som ligger under (i strømningsretningen) av ventilen.
Hovedårsaken til svikt i stengeventiler er lekkasje av tetningselementer. Årsakene til dette kan være:
- skitt fanget under tetningsanordningen;
- riper, hull eller ujevn slitasje på tetningsoverflater.
Hvis en beslag lekker, er det nødvendig å åpne og lukke den flere ganger, slik at vannstrømmen kan vaske av det faste smuss fra tetningene. Hvis dette ikke hjelper, demonter ventilen eller ventilen og fjern skitt fra tetningsflatene. I dette tilfellet må du være oppmerksom på tilstedeværelsen av riper, groper eller jettegryter og andre uregelmessigheter på overflatene, og om nødvendig eliminere dem ved å laske.
Lapping av stengeventiler produserer som følger.Tetningsflatene smøres med ren maskinolje og drysses med smergelstøv eller glasspulver. Deretter roteres overlappen jevnt over den overlappede overflaten inntil defektene på tetningsflatene er fullstendig fjernet. På slutten utføres finsliping ved hjelp av en spesiell pasta. Etter det tørkes overflatene med rene filler dynket i parafin, tørkes av og blåses med trykkluft.
Du kan sjekke kvaliteten på lapping med olje eller en blyant. En av overflatene som skal gnides smøres med mineralolje, påføres den andre overflaten og, litt pressende, dreies til høyre og venstre i en vinkel på ikke mer enn 20 ° 10-12 ganger. Overflatene tørkes deretter tørre og utsettes for lys. Med høykvalitets lapping skal hele overflaten skinne. Hvis det er fremtredende blanke områder eller slag, bør sliping med pasta gjøres på nytt. Når du sjekker med en blyant, påføres fire radielle linjer på den raste overflaten med en grafittblyant. Med god lapping må blyantslagene slettes over hele overflaten over et område på minst 75 %, ellers bør lappingen gjentas. Tettheten til tetningsflatene til ventilene er produsert ved en hydraulisk test.

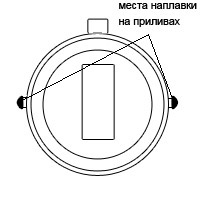 1. Ventilen er i en horisontal rørledning og lar vann passere i lukket stilling. I dette tilfellet berører ikke tappene på skyveportskivene kroppsveggene, som et resultat av at skivene forskyves fra tetningsflatene på kroppen og danner et gap mellom skivene og ventilhuset.
1. Ventilen er i en horisontal rørledning og lar vann passere i lukket stilling. I dette tilfellet berører ikke tappene på skyveportskivene kroppsveggene, som et resultat av at skivene forskyves fra tetningsflatene på kroppen og danner et gap mellom skivene og ventilhuset.
Du kan eliminere denne feilen ved å smelte sammen tidevann. Etter det vil ventilen fungere ordentlig i enhver posisjon.
2. Etter lang bruk av ventilene utvider ikke kilen tetningsflatene tilstrekkelig og ventilen passerer vann i lukket stilling.
I dette tilfellet forlenges kilens hale ved overflatebehandling.
3. Fall av bronseringer fra skiver eller ventilhus.
Bronseringer monteres på skiver eller på en utsparing i kroppen kun når den er varm. Når du installerer den gamle ringen, kan du i tillegg sikre den med kobberstifter. Samtidig skal det legges en tråd av oljet asbestpakning, eller blytråd, under ringene, dette vil forenkle fjerning av gamle ringer fra sporet i fremtiden.
4. Fallende portskiver på grunn av brukket stålkrage. I dette tilfellet er det umulig å åpne eller lukke ventilen.
Når du reparerer denne feilen, ville det være bedre å erstatte stålklemmen med en kobber eller messing. I dette tilfellet fester du skivene på spindelen med en bolt.
5. Brudd på pakkboksdekselet er som regel ledsaget av vannlekkasje fra under ventilstammen. For raskt å eliminere vannlekkasje uten å demontere ventilen, kan du bruke en metallplate, som må festes over et skadet pakkboksdeksel.
6. Pakningsfeil fører også til at vann lekker gjennom stammen. Hvis denne funksjonsfeilen ikke elimineres i det innledende stadiet, kan det senere føre til en nødvannlekkasje, samt skape forhold for mekanisk skade på spindelen eller ventilens pakkboks. Lekkasje gjennom kjertelpakningen kan skyldes følgende årsaker:
- brudd på sylindrikken til spindelen;
- feil pakking i pakkboksen;
- feil valg av fyllemateriale;
- utilstrekkelig forsegling av pakningen under installasjonen.
Ved påvisning vannlekkasjer gjennom pakkboksen strammes pakkboksen, her bør du være forsiktig, fordi. Pakkboksdekselet er laget av støpejern og kan bli skadet av overdreven kraft. Hvis pakningsstrammingen ikke klarte å eliminere lekkasjen, erstattes pakningen med en ny. Den gamle pakningen fjernes fra pakkboksen, deretter kuttes den flettede snoren i ringer, langs en lengde lik spindelens omkrets og plasseres i kammeret slik at pakningsleddene er ordnet i uenighet og overlapper hverandre. Fyllingen avsluttes ved å krympe pakkboksen med et deksel (glandbox). Pakkboksdekselet klemmes fast slik at det ikke blir skjevt, og inntrengningen i pakkboksen overstiger ikke 3-5 mm. Spindelen skal snu lett uten bruk av mye innsats eller innflytelse.Fylling av pakkboksen på ventiler med en diameter på 15-40 mm kan gjøres med en enkelt ledning, og for diametre på 50 mm eller mer må den kuttes i biter.
7. Rupturer av støpejerns portventiler. Årsaken til bruddene er hovedsakelig temperaturforlengelsen av rørledningene, som skaper spenninger i ventilmetallet utover det tillatte. Årsaken til hullene kan også være støping av støpejern av dårlig kvalitet, eller frysing av vann i dem.
For å forhindre brudd på ventiler, må følgende regler overholdes:
- Sørg for kompensering av rørledninger slik at det ikke oppstår høye påkjenninger i kroppsmetallet.
- Flensbolter må strammes jevnt.
- Slukeventiler plassert på rørledninger over bakken skal være isolert.
- Beskyttelse av portventilen mot mekanisk påvirkning under lagring og transport.
Oppfinnelsen er beregnet på reparasjon av avstengte rørledningsventiler. Metode for reparasjon av sluseventiler, hovedsakelig kileventiler, ved å installere ferdige seter i kroppsboringer med spalte på en selvherdende limsammensetning, etterfulgt av montering og herding av den sammensatte limsammensetningen. Før montering kuttes gjenger i boringene på kroppen og på salene. Hver sal er laget med et ringformet radialt fremspring. Deretter skrus salene på den selvherdende limblandingen inn i de gjengede boringene på kroppen. I dette tilfellet er et elastisk deformerbart element installert mellom de ringformede radielle fremspringene til setene eller endene av setene og kroppen. Dette gjør at innskruingssetet kan justere seg selv langs kilen, og ett elastisk deformerbart element sørger for at alle åpninger fjernes, noe som øker tettheten til sete-til-kropp-forbindelsen. Denne implementeringen reduserer kompleksiteten og øker påliteligheten til ventilreparasjoner. 3 syke.
Oppfinnelsen vedrører ingeniørindustrien, spesielt reparasjon av rørledningsventiler.
En kjent metode for å gjenopprette tetningsfeltene til lukkeren, som består i å sveise en hard rustfri legering direkte på kroppen og ventilkilen, etterfulgt av maskinering og lapping (se AF Pongilsky. Låsesmed for reparasjon av rørledninger og dampvannsfittings . M .: Videregående skole, 1973). Denne metoden er ganske arbeidskrevende, krever spesielt, presist og sofistikert utstyr.
Det er også kjent en metode for reparasjon av kilesluseventiler (se AS 310078), som består i å installere i et gap i de borede sporene på kroppen og kilebehandlet, for eksempel metallringer på en selvherdende sammensetning, etterfulgt av montering kilen og kroppen, hold sammensetningen til sammensetningen er herdet. Ulempene med denne metoden inkluderer muligheten for ufullstendig tilpasning av tetningsringene til kroppen og kilen til hverandre (og dermed mangelen på tetthet) og umuligheten av selvinstallasjon i fravær av et sidegap mellom ringen og rytmen. Og hvis disse hullene er tilstrekkelige for selvjustering av ringene, er det mulig å ekstrudere den selvherdende sammensetningen før starten av polymeriseringen, noe som betyr at det ikke er noen elastisk kompresjon av ringene til hverandre, noe som også fører til tap av tetthet eller utseende av ufullstendig kontakt av ringene med limsammensetningen, noe som reduserer påliteligheten til forbindelsen. Dessuten er denne metoden ikke anvendelig for ventiler med innskrudde seter (se D.F. Gurevich. Beregning og design av rørledningsfittings. L .: Mashinostroenie, 1969, Fig. 129-131).
Formålet med oppfinnelsen er å redusere arbeidsintensiteten og øke påliteligheten av reparasjoner.
Det tekniske resultatet oppnås ved at tetningsfeltene til kile- og innskruingssadlene er mekanisk bearbeidet "like rent", dvs. med fjerning av minimumsgodtgjørelsen inntil slitasjesporene forsvinner, tetningsfeltene til både kroppssetene og kilen er overlappet, gjengene kuttes på setene i kroppsboringene, deretter skrus de fast på den selvherdende limsammensetningen inn i kroppens gjengede boringer, mens det mellom de ringformede radielle fremspringene til setene eller endene av salene og kroppen installeres et elastisk deformerbart element.
Essensen av oppfinnelsen er illustrert med tegninger: Fig. 1 viser en kilesluseventil med innskrudde sadler i snittet, i fig. 2 - visning A i fig. 1, variant, i fig. 3 - visning A i fig. 1 alternativ.
I legemet 1 er gjengede 2 seter 3 installert med et gap 4, hvori en selvherdende sammensetning 5 er plassert, begrenset av et elastisk deformerbart element 6 eller 7 installert mellom legemet 1 og det ringformede radiale fremspringet 8 eller enden flate 9 på innskruingssetet 3, hvis tetningsfelt 10 samvirker med tetningsfeltet 11-kilen 12.
Etter demontering blir setene 3 renset for skitt, tetningsfeltene behandles "som rene" og overlappet, gjengene til setet og kroppsboringene kuttes eller de eksisterende gjengene løsnes med et gap som er tilstrekkelig for selvjustering, deretter tetningsfeltene 11 av kilen 12 behandles også "som rent" og lapper deres. Deretter er gjengen til setet 3 dekket med en selvherdende sammensetning 5, elastisk deformerbare elementer 6 eller 7 er installert og setet 3 skrus inn i kroppen 1, deretter settes kilen 12 inn i kroppen 1, og ta hensyn til overlappingen av forseglingsfeltene til kilen og setet, for å sikre tettheten til produktet, og la stå samlet til selvfornektelse. Ventilen er klar til drift.
Avhengig av slitasjegraden av tetningsfeltene til setene 10 og kilen 11, er ett eller to seter installert på det elastiske elementet 6.
Dermed er minimum bearbeiding "som ren", lapping av fire felt, gjenging - dette er mengden bearbeiding av den foreslåtte metoden, som er mye mindre enn kjente analoger. Spaltene i grensesnittet lar innskruingssetet justere seg selv langs kilen, og ett elastisk deformerbart element lar deg velge alle hullene i tetningene.
En fremgangsmåte for reparasjon av sluseventiler, hovedsakelig kileventiler, ved å installere med klaring de ferdige setene i kroppsboringene på en selvherdende limsammensetning, etterfulgt av montering og herding av den sammensatte limsammensetningen, karakterisert ved at gjengene kuttes i kroppsboringer og på setene før montering, hvert sete er laget med et ringformet radialt fremspring, etter at setene skrus på den selvherdende limsammensetningen inn i de gjengede hull på kroppen, mens et elastisk deformerbart element er installert mellom ringformingen radielle fremspring av setene eller endene av setene og kroppen.
Behovet for å vedlikeholde ventilen er dens største ulempe, men muligheten for reparasjon er en av hovedfordelene.
Utett strømningsavstengning
Defekter i kontaktflatene til lukkeren og huset. (skala, skjell, riper)
Lapping av tetningsflater på ventilen og i kroppen. Som regel er kontaktflatene laget av bronse. For å gjøre dette er det nødvendig å demontere dekselet, fjerne lukkeren, og om nødvendig huset. Sliping utføres med diamantpastaer av ulike kornstørrelser med en gradvis overgang fra grov til fin.
Det bør tas i betraktning at i kileportventiler etter flere lappinger, synker ventilen, noe som fører til lekkasje selv med polerte overflater på kilen.
Lekkasje fra under pakkboksen på stangen
Stram til kjertlene, og bytt ut pakningen om nødvendig.
Hvis lekkasjen ikke kunne elimineres etter utskifting av pakkboksen, har det mest sannsynlig dannet seg korrosjonsskall i stammen og den må sveises eller skiftes.
Håndhjulet kan ikke dreies
Forekommer i ventiler som er blottet for oppmerksomhet fra servicepersonell og åpnes mindre enn en gang i året. Årsaken er avleiring på tetningsflatene.
Fjern ventiltoppdekselet og rengjør tetningsflatene på skiven og huset. Om nødvendig, slip gnideflatene.
Det er ikke tillatt å banke på stammen, da styremutteren kan bli revet av.
Håndhjulet går rundt, men ventilen åpner seg ikke
Ødelagt lukker "falt kinnene"
I stigende spindelventiler oppstår dette problemet når "kammen" på spindelen som holder ventilen er slitt eller hvis gjengene på spindelføringsmutteren har blitt strippet.
Hvis det er et problem med stammen, bør den skiftes eller en slitt "kam" sveises på.
En slitt styremutter bør skiftes ut dersom utformingen av ventilen tillater det.
I ventiler med ikke-stigende spindel kan ventilen falle når mutteren som er festet i den er slitt. For å eliminere funksjonsfeilen er det nødvendig å erstatte lukkeren, siden det mest sannsynlig ikke vil være mulig å erstatte en mutter med en strippet gjenge.
Det er forbudt å demontere ventilen under trykk.
Etter installasjonen er det nødvendig å fjerne luft fra ventilen, for dette løsnes boltene som trykker på pakkboksen, og etter at det ser ut vanndråper fra under pakkboksen, presses boltene.
En gang i måneden, utfør en hel syklus, åpne/lukk, for å rense gnideflatene fra et lite lag av akkumulert avleiring eller slam.
Hold ventilstammen med stigende spindel smurt.
En gang i uken, sjekk tettheten til stammepakningen og, om nødvendig, stram eller bytt den. Det er ikke tillatt å skifte ut pakkboksen på rørledningen under trykk.
Slukeventilen må ikke stå i en mellomstilling under drift. Enten helt åpen eller helt lukket posisjon til lukkeren er tillatt.
Rørfittings brukes av virksomheter innen energiindustrien, boliger og kommunale organisasjoner, innen metallurgisk, kjemisk industri, næringsmiddelindustri og andre typer industri.
Tabell over varianter og klassifiseringer av ventiler for rørledningen.
Avstengnings-, faseseparerende, beskyttende, distribusjons-, høytrykks-, avstengnings- og kontroll- og reguleringsventiler virker på strømningsområdet, bestemmer endringer i strømmen av stoffer og kontrollerer dem faktisk. Oppgaven til stengeventiler er å starte og stoppe strømmen av arbeidsmediet. Rettidig diagnostikk og høykvalitetsreparasjon av portventiler sikrer effektiv drift av hele systemet, pålitelig fiksering av enhetens ekstreme posisjoner ("lukket", "åpen").
Bevegelsen av strømmen av gass, damp eller væske reguleres av den vanligste typen ventiler - ventilen. Det er betinget mulig å klassifisere enheter i henhold til flere egenskaper.
Etter type skilles ventiler ut:
Tetningsflatene til porten til en parallell portventil er parallelle med hverandre.
I henhold til formen på ventilen skilles ventilventiler ut:
Et trekk ved kileportventiler er å stoppe bevegelsen av strømmen av stoffer ved translasjonsrotasjon av porten vinkelrett på hovedstrømmen til det transporterte stoffet. Tetningsflatene til kileporten er plassert i en viss vinkel i forhold til hverandre. Alle typer kiler er laget av høylegert stål. Påføring - transport av ammoniakk (flytende og gass), damp og vann, ikke-aggressive oljeprodukter.
Tetningsflatene til porten til en parallell portventil er parallelle med hverandre. Det er enkelt-skive (gate) og dobbel-skive ventilventiler.
Avhengig av typen spindelbevegelse er det portventiler:
- med en roterende spindel (translasjons-rotasjons- og translasjonsbevegelser);
- med stigende stamme og spindel (kun roterende bevegelser).
Roterende spindelventiler brukes i rørledninger der det er nødvendig å sørge for friksjonssmøring av spindelmutteren og spindelen og det ikke er fare for korrosjon av enheten. Portventiler med stigende stamme er høyere enn roterende, på grunn av deres tekniske egenskaper brukes de i alle andre systemer.
Støpejernsventilen brukes til å starte og helt stoppe bevegelsen av flyten av stoffer. Maksimal driftstemperatur er 225°C.
Avhengig av type materiale skilles ventiler ut:
En stålventil blokkerer bevegelse i rørledningen. Tillatte arbeidsstoffer er damp, vann, ikke-aggressive oljeprodukter i gass- og flytende form.De brukes til å arbeide med ulike trykknivåer og passasjer i et temperert klima langs hele rørledningens lengde.
Støpejernsventilen brukes til å starte og helt stoppe bevegelsen av flyten av stoffer. Maksimal driftstemperatur er 225°C. Tillatte stoffer er damp, oljeprodukter, olje, vann. Installasjon på en horisontal og vertikal rørledning er tillatt, med tanke på installasjonsfunksjonene.
Begge typer portventiler tilhører kategorien reparerbare beslag med tvungen driftstid.
Separat skilles det ut en klemventil, som består av et elastisk rør plassert i et beskyttende hus flenset på flensene. Det er ingen kontakt med arbeidsmiljøet. Driftsprinsippet er ensidig eller tosidig overlapping av en elastisk slange (klemming). Påføring - transport av slipende masser, oljeprodukter, slam, aggressive stoffer. Medietemperaturen bør ikke overstige 110°C, og trykket i rørledningen bør ikke overstige 6 kgf/cm2.
Installasjon og vedlikehold av enheter må utføres av høyt kvalifiserte spesialister.
Bruken av ventilventiler i teknologiske rørledninger og transportrørledninger i nøkkel- og hjelpebedrifter i ulike typer industri, i energisystemer, i gass-, olje- og vannrørledninger skyldes følgende tekniske egenskaper:
- lang levetid under ugunstige forhold;
- lav hydraulisk motstand;
- motstand mot betydelige belastninger.
Installasjon og vedlikehold av enheter må utføres av høyt kvalifiserte spesialister med tilstrekkelig kunnskapsnivå, tillatelse til å utføre en spesifikk operasjon, som har ferdighetene til å bruke en bestemt type ventil.
Hovedårsaken til ventilfeil er skade på overflaten av tetningsringene på grunn av inntrengning av fremmede små partikler (sand, skala, etc.), mens tettheten til strukturen brytes, og det transporterte stoffet lekker. I tillegg til betydelige materielle tap, når farlige eller aggressive stoffer transporteres gjennom en rørledning med defekte komponenter, er miljøskade mulig, og i de vanskeligste situasjonene er det en trussel mot livet til arbeidere som er involvert i prosessen.
Etter fullføring av arbeidet tester spesialister enhetene for tettheten til tetningene, tester enhetens ytelse.
Rettidig diagnostikk og reparasjon av enhetens tekniske tilstand påvirker kvaliteten og effektiviteten til systemet.
For å feilsøke, avhengig av plasseringen av den skadede enheten, observere sikkerhetsregler, demonteres ventilene, og etter fullført arbeid monteres de med et standardverktøy i spesialutstyrte verksteder eller direkte i rørledningssystemet. Den ansatte som er ansvarlig for arbeidets utførelse er forpliktet til å sørge for tilstrekkelig beskyttelse av gjenge- og tetningselementene mot skader, for å hindre at fremmede partikler kommer inn i monteringshulrommene. Etter fullføring av arbeidet tester spesialister enhetene for tettheten til tetninger, lukkeren, pakningsforbindelsen og tester enhetens ytelse.
Reparasjon og demontering av ventilventiler er forbudt hvis:
- det er trykk i ventilhulen eller systemet;
- mediet forblir i enheten.
Det er uakseptabelt å bruke knuter for å regulere strømmen.














